电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第561页
温度作用下锚筋强度设计值折减系数γ y
发布 : 涂装助手 | 分类 : 机械五金查询手册 | 评论 : 0人 | 浏览 : 1191次
温度作用下锚筋强度设计值折减系数γy温度100150200γy1.00.90.85①.预埋件的锚筋不得采用冷加工钢筋。②.预埋件的受力锚筋,宜采用直径10~25mm的Ⅱ级钢筋。③.构造用的锚筋一般宜采用直径为6~8mm的Ⅰ级钢筋。④.混凝土结构表面温度高于100°C时,混凝土结构中预埋件所采用的钢筋应采用Ⅱ级钢筋。⑤.温度作用下锚筋强度设计值锚筋在100~200°C温度下,其锚筋强度有所降低,温度作用下锚筋强度设计值fy乘以温度作用下锚筋强度设计值的折减系数γy,γy按表13采用。
Ⅱ级钢筋的力学性能 (GB1499-91)
发布 : 涂装助手 | 分类 : 机械五金查询手册 | 评论 : 0人 | 浏览 : 1394次
Ⅱ级钢筋的力学性能(GB1499-91)表面形状钢筋级别强度等级代号公称直径(mm)屈服点 σs(MPa)抗拉强度 σb(MPa)伸长率δ(%)冷 弯d—弯芯直径a—钢筋公称直径不 小 于 月牙筋 Ⅱ RL3358~2528~40 335510490 16180°d=3a180°d=4a
Ⅱ级钢筋的化学成分 (GB1499-91)
发布 : 涂装助手 | 分类 : 机械五金查询手册 | 评论 : 0人 | 浏览 : 1227次
Ⅱ级钢筋的化学成分(GB1499-91)表面形状钢筋级别 强度等级代号 牌 号化 学 成 分 (%) C Si Mn V TiNbPS不 大 于月牙筋 Ⅱ RL335 20MnSi0.17~0.250.40~0.801.20~1.60—
Ⅰ级钢筋的力学性能 (GB13013-91)
发布 : 涂装助手 | 分类 : 机械五金查询手册 | 评论 : 0人 | 浏览 : 1220次
Ⅰ级钢筋的力学性能(GB13013-91) 表面形状 钢筋级别 强度等级代号 公称直径(mm)屈服点 σ(s MPa )抗拉强度 σb(MP a) 伸长率δ(%) 冷 弯d—弯芯直径a—钢筋公称直径不 小 于光圆Ⅰ R2358~20 235 370
Ⅰ级钢筋的化学成分 (GB13013-91)
发布 : 涂装助手 | 分类 : 机械五金查询手册 | 评论 : 0人 | 浏览 : 1315次
常用的有两种,一是Ⅰ级光圆钢筋,牌号为Q235(GB13013);二是Ⅱ级热轧带月牙筋钢筋,牌号有20MnSi,20MnNbb(GB1499)。 表面形状 钢筋级别 强度代号 牌号化 学 成 分 (%) C Si MnPS不大于光圆ⅠR235Q2350.14~0.220.12~0.300.30~0.650.0450.050 表1 &nbs
每 1cm 长直角角焊缝的承载力设计值
发布 : 涂装助手 | 分类 : 机械五金查询手册 | 评论 : 0人 | 浏览 : 2361次

每1cm长直角角焊缝的承载力设计值角焊缝的焊角尺寸 ht (mm)受压、受拉、受剪的承载力计算值Nw (kN )t
热轧轻型槽钢的连接尺寸
发布 : 涂装助手 | 分类 : 机械五金查询手册 | 评论 : 0人 | 浏览 : 1213次
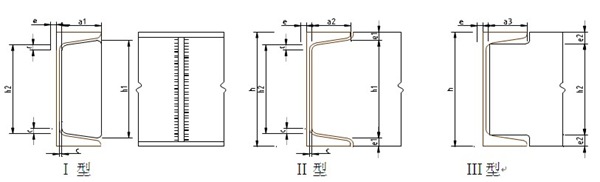
热轧轻型槽钢的连接尺寸 型号Ⅰ型Ⅱ型Ⅲ型h1h2a1ceh1h2a2cee1h3a3ee3mmmmmm【5【6.5【8【10【12【14【14a【16【16a【18【18a【20【20a【22【22a【24【24a【27【30【33【36【403752678710712712614614616616618618620620622622625628531434338233476180100118117137136156155175173194192212
阴极电泳漆膜产生针孔的原因及解决方法
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1793次
阴极电泳漆膜产生针孔的原因及解决方法针孔a.槽液中杂质离子含量过高,电解反应剧烈,被涂物表面产生气体多a.排放Uf液,加纯水,降低杂质离子含量b.电泳涂装后,被涂物出槽清洗不及时,湿涂膜产生返溶b.被涂物电泳出槽后,应立即用清洗不及时,时间不超过1min为宜c.磷化膜空隙率高,易含气泡c.调整磷化工艺,使磷化结晶致密d槽液温度偏低或搅拌不充分,湿膜脱泡不良d.加强槽液搅拌,确保槽液温度在28-30℃之间e.带电入槽时,运输链速度过慢e.在链速过慢的场合,选用带电入槽方式的电泳涂装工艺f.被涂物入槽端槽液面流速低,有泡沫堆积f.控制液面流速大于0.2m/s,消除堆积的泡沫备注:
阴极电泳漆膜产生缩孔的原因及解决方法
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1553次
阴极电泳漆膜产生缩孔的原因及解决方法缩孔a.槽液中混入油污,漂浮在液面或乳化在槽液中a.在槽液循环系统设除油过滤袋,同时清查油污源b.被涂物前处理脱脂不良或清洗后又落上油污b.加强被涂物的脱脂工序,确保磷化膜不被二次污染c.泳后清洗液中混入油污c.提高后清洗水质,加强过滤d.烘干室内不净,循环风内含有油份d.保持烘干室和循环热风的清洁e.P/B比失调,颜料份偏低e.调整P/B比,补加颜料浆f.补给涂料有缩孔或树脂溶解不良、中和不好f.加强涂料补加管理,确保补给涂料的溶解、中和、过滤良好备注:1、在湿膜上看不见,烘干后漆膜表面出现火山口状的凹坑,直径通常为0.5
行业排行
热门文章