电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第562页
中、大型客车用涂料
发布 : 涂装助手 | 分类 : 电泳漆产品 彩色电泳漆 | 评论 : 0人 | 浏览 : 1230次
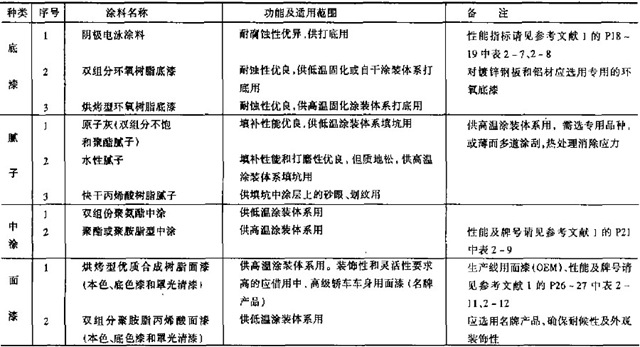
针对高温烘干和低温干燥(或白干)两涂装体系推荐如表3所示的涂料品种。中、大型客车用涂料的品种
汽车涂装工艺布局及设备选用
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1196次
为中涂、面漆喷涂创造良好的工作环境,以适应高装饰性涂装和安全的要求,必须装备有上送风下排风的大型喷漆室、空调供风装置和烘干室。在年产量超过1000辆的场合可由擦净间、喷漆室、晾干室、烘干室和地面链组成一条喷漆线,在线上转几圈完成中涂、面漆、彩条的涂装任务。在年产量更小的场台,可由喷漆室和烘干室连接成封闭喷涂工段涂装线的布局不宜采用串联式,应留有灵活性,按需要可将车身拉出线,进行一些附加工序或修补工序。为确保车间内的通行性,横过渡、转运装置最好选用无地坑结构,或用转盘转向、调头。因中、大型客车车身都较高,在产量较大的场合,有些厂装备龙门式自动静电涂装机,喷涂车箱的顶盖和上部,在产量小的场合,在喷漆室中配置有升降台,供人工喷涂车箱的顶盖和上部用。
汽车中涂、面漆和彩条涂装工艺
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1666次
根据所在车间的涂装设备和被涂漆的客车车身的状态,客车沫装工艺可分为高温烘干和低温干燥(或白干)两个涂装体系。前者选用轿车生产线用OEM系列汽车烘烤型涂料,适用于具备烘干设备的涂装车间和能经受高温(120~140oC)烘干的车身涂装。后者选用轿车修补用涂料,一般为双组分系列涂料,适用于无高温烘干条件的场合和不能承受高温烘干条件的车身(如已安装在底盘上,即带轮胎、发动机总成的车身或由于车身结构原因,经高温烘干会产生变形的车身)的涂装。在执行工艺过程中应注意下列工艺要点。a.刮腻子和涂中涂。在大量流水生产,高质量的车身涂装过程中在底漆层上就直接喷中涂(或按需要在涂中涂前进行检查性的钣金修饰和用细砂纸打磨一下)。可是在我国客车生产中模具化差,钣金件的质量和装配性差,还不可避免要刮腻子。刮腻子仅改善
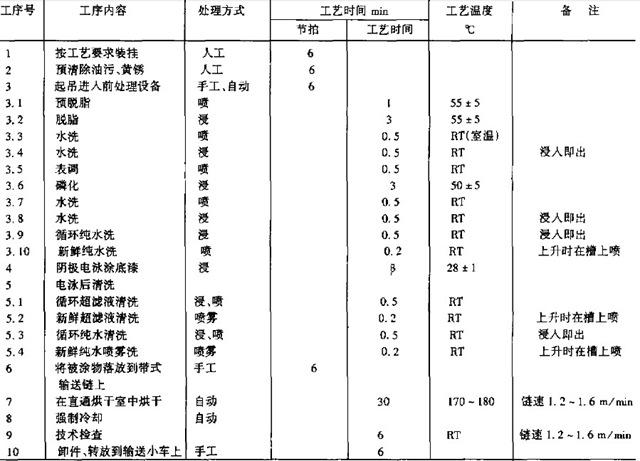
汽车漆前处理、涂底漆工艺
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1470次
漆前处理和底漆层是涂层的基础,它们的质量优劣直接影响车身的耐腐蚀性和使用寿命。出于市场竞争的需要,世界各国的汽车厂在七、八十年代为提高车身的使用寿命,纷纷大量投资改造和新建由浸式磷化处理和阴极电泳涂装工艺组成的底漆涂装线。从质量、成本、公害和效率来看,阴极电泳涂装仍是今日和跨人2l世纪的最好、最先进的涂底漆方法,是低公害、材料利用率高和普及最广的(世界汽车产量的90%以上车身采用磷化、阴极电泳工艺)汽车车身涂底漆的先进工艺。基于阴极电泳的泳透力高、所得涂膜的耐腐蚀性好,使它成为确保车身使用寿命lO年以上的主要手段之一。可是中大型客车车身的产量一般偏小(小则产量不足千辆,大则为4000—5000或近万辆),车身的体积又大(车箱长度短的6—7Ill,长的lO一12m,且又高又宽),在国
阴极电泳涂料主体树脂的种类
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1540次
电泳涂料主体树脂常选择多种单体加以组合,主要是综合利用各自的特点使制成的树脂具有最符合理想并能满足各方面要求的性能。通过多种单体共聚合可以达到很多目的,如:1)调整树脂的玻璃化温度以获得理想的柔韧性和脆性;2)给以热固交联所需要的活性官能团;3)改良耐光性或耐热性、耐寒性;4)改进极性以获得所需要的溶解性及附着力;5)改进耐油性、抗水性或耐化学药品性;6)降低成本等。实践证明,很多高分子树脂经过改性带上正电荷后,都可以成为阴极电泳涂料的成膜物质。使树脂阳离子化的方法很多,关键是必须在聚合物上引进某些具有孤对电子的元素,如氮、磷、硫等,再用酸中和(质子化)使之具有水溶性。当前应用的主要有丙烯酸树脂类,环氧树脂类,聚丁二烯类和聚氨酯类等几种主体树脂。其中阴极电泳涂料引入氮肥元素
阴极电泳涂料用主体树脂
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1209次
电泳涂料的开发源于本世纪30年代,早期的开发主要集中在阳极电泳涂料上,因此,阳极电泳涂料的涂漆工艺发展较成熟,历史较久远,大约在60年代就已实现工业化。但在实际应用中人们发现阳极电泳涂漆工艺存在溶解阳极(被涂对象)的缺点,促使人们开发了阴极电泳工艺,并于60年代投入工业应用。由于阴极电泳涂料具有更优异的防腐能力、更高的泳透力、不溶解被涂物、槽液稳定等特点,因此,备受商家青睐。早期应用主要集中在汽车工业,近期已漫及到轻工、仪表、军工、建材等诸多行业。目前,世界阴极电泳涂料主要分为PPG和Hoechst两大体系[1],前者是由美国匹兹堡平板玻璃公司开发的双组分、低粘度水乳型电泳漆;后者是由德国Hoechst集团及奥地利Stolllack公司开发的单组分、高粘度、水溶性电泳
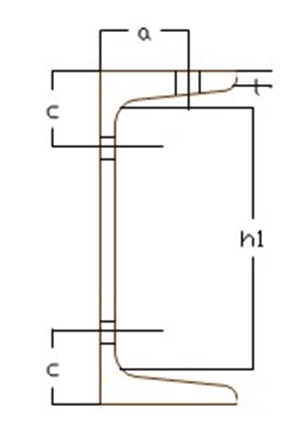
热轧普通槽钢的连接尺寸
发布 : 涂装助手 | 分类 : 机械五金查询手册 | 评论 : 0人 | 浏览 : 1327次
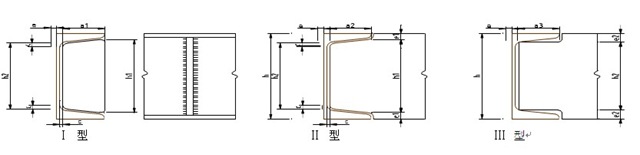
型号Ⅰ型Ⅱ型Ⅲ型 h1 h2 a1ce h1 h2 a2ce a1 h3 a3e e2mmmmmm【5【6.3【8【10【12.6【14a【14b【16a【16b【18a【18b【20a【20b【22a【22b【25a【25b【25c【28a【28b【28c【32a【32b【32c【36a【36b【36c【40a【40b【40c37 50
热轧普通工字钢的连接尺寸
发布 : 涂装助手 | 分类 : 机械五金查询手册 | 评论 : 0人 | 浏览 : 1338次
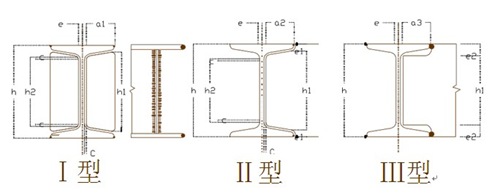
热轧普通工字钢的连接尺寸 型号Ⅰ型Ⅱ型Ⅲ型h1h2a1ceh1h2a2cee1h2a3ee2mmmmmm1012.614161820a20b22a22b25a25b28a28b32a32b32c36a36b36c40a40b40c45a45b45c50a50b50c56a56b56c63a63b63c88113126145164183183202202231231260260298298298337337337376376376424
热轧工字钢的规线距离
发布 : 涂装助手 | 分类 : 机械五金查询手册 | 评论 : 0人 | 浏览 : 1611次
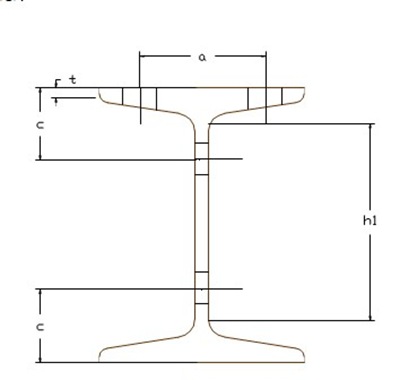
热轧工字钢的规线距离 注:表中t----翼缘在规线处的厚度;h1----连接件的最大厚度 普通工字钢轻型工字钢 型号翼 缘腹 板 型号翼 缘腹 板at孔的最大直径ch1孔的最大直径at孔的最大直径ch1孔的最大直径mmmm1012.614161820a20b22a22b
行业排行
热门文章