电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第564页
槽液的搅拌装置简介
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1687次

搅拌溶液的目的是使溶液温度均匀,零件周围的溶液能不断更新,保证有较高的电流密度和沉积速度;对除油溶液来说是帮助把污物和溶解的油脂冲离零件表面,改善去油效果。镀液搅拌装置的形式有机械搅拌、溶液循环搅拌、压缩空气搅拌等。(1)机械搅拌装置机械搅拌主要采用移动阴极杆的方式,一般分为水平移动和垂直上下移动两种。阴极水平往复移动装置是机械搅拌的主要装置之一,由电动机、减速器、偏心轮、连杆及支撑滚轮等部件组成,阴极水平移动往复次数及移动行程电抛光用垂直移动。垂直移动机构应比水平移动机构所选用的电动机功率稍大些。垂直移动往复次数50~90次/min,行程32~90mm。对于不同零件和不同移动长度,采用不同功率的电动机,一般常用的为90~500W。阴极水平移动机
涂装槽体的槽液的冷却装置
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1232次

溶液的冷却方式有:槽内冷却管冷却、槽外换热器冷却和临时性措施冷却。这里主要介绍普遍使用的槽内冷却管冷却方式及有关计算方法。冷却管冷却的优点是结构简单、容易制造安装、不需要专门的换热器及溶液循环水泵。其缺点是占用了固定槽内部空间,影响装载量。由于槽液接近静止状态,所需换热面积较大。常用的冷却介质有自来水、冷冻水(机械制冷水)、氟里昂、氨等,选用冷却介质时,应根据需要维持的温度和费用确定。溶液温度一10~18℃氟里昂和氨制冷机组;溶液温度l8~25℃自来水、冷冻水、氟里昂和氨制冷机组;溶液温度25℃以上自来水。自来水冷却不需要专门的制冷设备,所需的换热面积较大,只要水源充足、水温适宜,应优先采用自来水冷却,用过的冷却水可排至冷水清洗槽和热水清
电镀槽蒸汽加热热量的计算方法(适用于一般涂装用槽体)
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 2371次

电镀槽蒸汽加热热量的计算方法,这个计算方法不仅可以用在电镀槽上,磷化,电泳及一般需要加热的槽体计算方法类似。(1)蒸汽加热装置根据加热方式的不同,蒸汽加热装置可分为直接加热和间接加热两种形式。1)直接蒸汽加热装置直接蒸汽加热装置是最简单的加热装置。即利用加热器将蒸汽直接通人被加热的槽液中,经冷凝将其热量传给被加热的槽液,而冷凝水则和槽液相混合。此装置的最大特点是热效率高,但容易改变槽液浓度。因此,仅适用于清洗水槽的加热。2)间接蒸汽加热装置间接蒸汽加热装置是利用加热器将蒸汽和被加热的槽液隔开,并通过加热器使蒸汽热量传给被加热的槽液。间接加热可分为槽内加热和槽外加热两种形式。间接蒸汽加热装置的热源是饱和蒸汽,饱和蒸汽的传热系数较高,蒸汽压力为0.2~0
阴极电泳漆膜有颗粒的原因及解决方法
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1333次
阴极电泳漆膜有颗粒的原因及解决方法漆膜有颗粒a.槽液pH值偏高,碱性物质混入,槽液温度偏高,树脂析出或凝聚a.控制槽温和pH值;严禁有碱性物质混入槽中;加强过滤,加速槽液的更新b.槽内有沉淀死角和裸露金属处b.消除沉淀死角和产生沉积膜的裸露金属件c.槽液和后冲洗液杂质污染过滤不良c.加强过滤,推荐使用精度为25μm的过滤元件,减少泡沫d.入槽被涂物表面不洁,磷化后水洗不良d.确保被涂物表面清洁,不应有磷化沉渣,防止二次污染e.在烘干过程中落上杂质颗粒状污物e.保持烘道清洁,检查并消除空气尘埃污染源f.补给涂料或树脂溶解不良,有颗粒f.确保新补涂料溶解良好,中和分散均匀后,
阴极电泳漆膜粗糙的原因及解决方法
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1384次
阴极电泳漆膜粗糙的原因及解决方法漆膜粗糙a.涂装电压偏高a.降低电压至要求范围b.槽温过高b.降低槽液温度c.涂装速度过快c.除电压和温度外,pH值,K值(电导率值)也应下降d.磷化膜不均匀d.消除磷化不均e.入槽泳涂工件温度偏高e.确保涂装件温度在32℃以下f.工件表面受磷化渣污染f.改进磷化除渣系统;增加磷化后喷淋清洗g.从接液盘,悬链带入油和磷化液g.调整所有磷化喷淋定向喷嘴,若有必要增加去离子水喷淋并改造设备,杜绝污染源h.设定的电压曲线造成电流急剧升高
电镀通用挂具的形式和使用的材料
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1884次
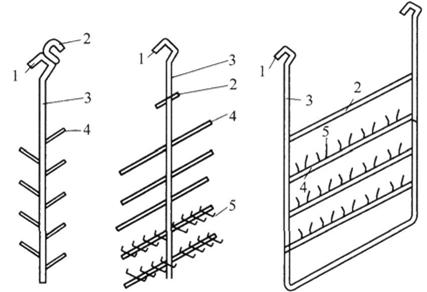
电镀通用挂具挂具在电镀过程中,主要起导电、支撑和固定零件等作用,使零件在电镀槽中尽可能得到均匀的电流。所以,设计制作合理的挂具,对保证产品质量,提高生产效率,降低成本具有重要的意义。设计和选择挂具时必须掌握以下原则:第一,挂具材料和绝缘材料的选择要合理,其结构要保证镀层厚度的均匀性;第二,要有良好的导电性能,能满足工艺要求;第三,挂具与零件之间要操作方便,有利于提高生产率。通用挂具的形式和使用的材料通用电镀挂具的形式和结构,应根据镀件的几何形状、镀层的技术要求、工艺方法和设备的大小来决定。例如,片状镀件在上下道工序之间会随镀液的阻力而漂落,在选用挂具时要将镀件夹紧或用铜丝扎紧。若镀件较重而有孔时,可选用钩状的挂具。如自行车钢圈是圆形的,而且只要镀内侧,就要选用较大的夹具
电镀通用挂具的绝缘设计
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1275次
电镀通用挂具的绝缘设计挂具的主、支杆在电镀时均浸入在镀液之中,在电镀时,挂具与镀件同样经过电镀的全过程。如果挂具与镀液之间不经过绝缘,会导致电镀面积扩大,从而减小电流密度,延长电镀时间,浪费能源和金属材料,增加电镀成本。因此挂具的绝缘是很重要的。要求绝缘材料在电镀时能耐高温,不影响镀液成分,并保持一定时间内不损坏。绝缘前应进行预处理,即去除挂具上的毛刺、焊垢,将其凹凸处整平。在支杆、挂钩等处拖加压应力,延长挂具寿命。绝缘方法主要有三种。①包扎法通常采用宽度为10~20mm,厚度为0.3~1mm的聚氯乙烯塑料薄膜带或者玻璃纤维布在挂具上需要绝缘的部位自下而上进行包扎并拉紧,再用透明绝缘漆浸渍,干燥后即可使用。②浸涂法将已经预处理的挂具浸涂绝缘材料,进行全封闭处
电镀通用挂具的使用要求如何保证挂具和阴极杆的接触是否良好
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1383次
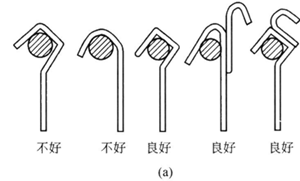
挂具的使用要求挂具和阴极杆的接触是否良好,对电镀质量至关重要,尤其是在大电流镀硬铬及装饰性电镀中采用阴极移动的搅拌时,往往因接触不良而产生接触电阻,使电流不畅通。因而产生断续停电现象,引起镀层结合力不良,还会影响镀层厚度,造成耐蚀性能降低。因此要求在加工挂具和使用时,要保持挂具与阴极杆之间的接触点的清洁和良好的接触。导电极杆截面常用的有圆形及矩形,要求挂钩设计时的悬挂方法也不同。挂具悬挂方法的比较
电镀通用挂具截面积计算
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1301次
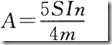
挂具截面积计算挂具截面积的大小是很重要的,若挂具截面积过小,则需要很长的时间才能使镀层厚度达到要求。若截面积过大,则会造成材料的浪费,所以挂具截面积计算要合理。几种镀件所需挂具的截面积计算公式如下:镀镍挂具的截面积镀铜、锌、锡、铜锡合金挂具的截面积装饰性镀铬挂具截面积耐磨性硬铬挂具的截面积式中A——挂具的截面积,mm2;S——镀件的有效面积,dm2;n——镀件数量;I一电流,A;m——主杆数量。
阴极电泳漆膜起皱的原因及解决方法
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1276次
阴极电泳漆膜起皱的原因及解决方法漆膜起皱a.涂膜在烘烤时流平性差或在泳涂时成膜性差a.增加有机溶剂含量b.湿膜展平性差,漆温过高b.使漆温度在工艺要求范围内c.漆膜偏厚c.降低施工电压d.烘烤时,升温太快,造成漆膜流平性差而造成严重皱纹d.调节温升曲线
行业排行
热门文章