电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第567页
滚光设备
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1544次
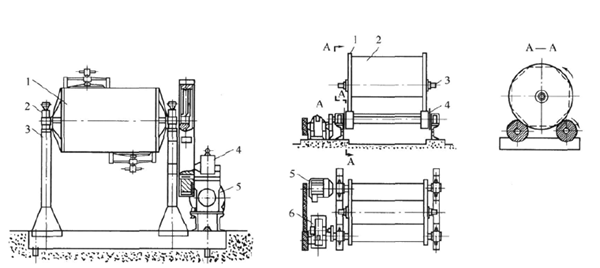
滚光设备体积较小的零件,用滚光的方法来进行表面清理(除油、除锈、滚亮等),是既经济方便,又具有较高生产效率的好办法,故在电镀工业中得到广泛应用。对尺寸要求不高的小零件,可用滚光来代替磨、抛光。所谓滚光,就是把零件放在滚筒中,加入一些添加物、磨料或溶液,用电动机通过传动机构带动滚筒滚动,利用零件互相摩擦和零件与磨料互相碰撞的机会(有时伴随着化学反应),将零件表面上的毛刺和粗糙不平滚光,同时除去零件表面的油污。滚光不仅适用于镀{前表面处理,而且也可用于镀后表面处理。清理滚筒有支架式和落地式两种。当产量不大、台数不多时常采用支架式清理滚筒,如{图8-1所示。它的特点是装卸零件方便,结构简单,不需要单独配置吊车。当产量大、台数较多时应采用托轮摩擦传动落地式清理滚筒,如图8—2所
磨光、抛光和刷光设备
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1386次
磨光的目的是把粗糙不平的基体表面磨平。抛光的目的是进一步把磨光以后的磨粒痕迹或细小的粗糙不平加以平整,使其达到光亮的程度。有些已镀件也要再抛光,使镀层光亮美观。刷光的目的则是清除镀件表面上黏附的氧化膜薄层、细泥和污垢等。磨光、抛光和刷光的机械设备基本相似,这里仅介绍磨、抛光机。(1)磨、抛光机手工操作的磨、抛光机有标准定型产品,一般都是双工位的,磨光轮或抛光轮直接安装在水平主轴两端的锥形螺纹上。为保证安全和延长轮子的使用寿命,严禁轮轴反转,否则容易造成事故。通常,磨、抛光机可分为不带吸尘装置的磨、抛光机和自带吸尘装置的磨、抛光机两种。1)不带吸尘装置的磨、抛光机这类磨、抛光机一般为双轮,可由一台电动机驱动主轴两侧的砂轮,也可由两台电动机各驱动一个砂轮。轮
黑色金属表面清除污物的主要方法
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1290次
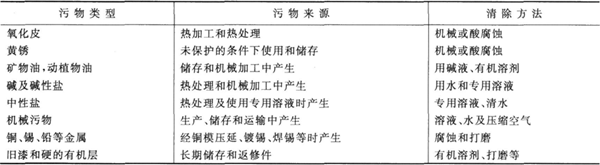
为了得到优质的镀层,在电镀前对镀件的表面必须进行清理,即表面预处理。表面预处理是电镀前的一个准备工作,它对整个镀层质量,有着至关重要的作用。表面预处理可以清除被镀件表面各种污垢,保证镀层具有良好的防腐蚀性能,提高镀层与被镀件表面之间的附着力。金属表面的腐蚀产物有铁锈、型砂、焊渣、灰尘、水垢以及各种油污、旧油漆等。在电镀前,若不将这些污垢清除干净,不仅会影响镀层的附着力、外观、镀层的耐腐蚀性,而且还可能影响到基体。因此,必须在电镀前清除掉镀件表面的上述这些污物。黑色金属表面清除污物的主要方法
阳极电泳槽液MEQ值异常情况及处理
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1504次
阳极电泳槽液MEQ值异常情况及处理MEQ值下降〖伴有pH值下降、膜厚增加、漆膜敏感性增加,超滤速度下降〗a.通过阴极隔膜控制pH值过度a.如条件许可阴极板暴露面积增加20%b.UF净化过度b.停止UF工作;当pH回至指标时以较低速度恢复UF净化工作c.阴极液电导率太低c.用中和剂调整,并使电导率调整至合适状态MEQ值上升〖伴有pH上升;膜厚下降〗a.槽液中和剂含量过高,pH值上升a.控制阴极系统工作状况,增加极液排放至MEQ参数正常b.阴极液电导率过高b.用去离子水调整,控制电导率的参数至合适状态c.槽
阳极电泳槽液灰份异常情况及处理
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1231次
阳极电泳槽液灰份异常情况及处理灰份下降〖伴有成膜后光泽升高,易出现缩孔〗a.色浆加入量不足a.补加色浆调整b.NV值下降b.增加固体份至要求范围,监测灰份/固体份之比例c.槽液循环不良,导致颜料产生重力沉降。c.检查循环搅拌功能和管道、喷嘴是否正常,并即刻给予修正。 灰份升高〔伴有涂膜烘烤后出现粗糙、失光〕a.色浆加入量太大a.补树脂份b槽液固体份增加b.降固体份;监测灰份/NV之比
磷化膜常见故障排除及不合格磷化膜的退除
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1465次
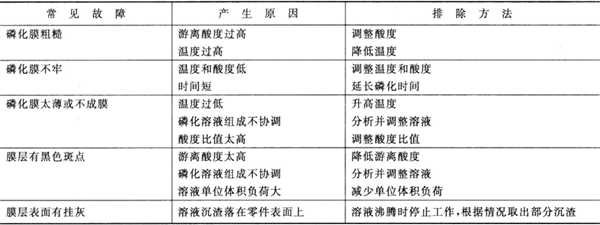
磷化膜常见故障排除及不合格磷化膜的退除不合格的磷化膜可采用喷砂法去除;也可在100~150g/L的硫酸溶液中于室温下退除。对于精密零件或光洁程度较高的零件,可在含l00~250g/L的铬酐和l~3g/L硫酸溶液中于室温下退除。 磷化膜常见故障的产生原因及排除方法
磷化后处理
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1773次
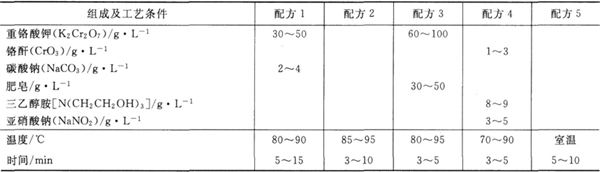
磷化后,可根据工件的用途进行后处理,以提高磷化膜的抗蚀性能。磷化膜后处理通常采用钝化和封闭处理。磷化膜是一种多孔性膜层,采用含有Cr6+和Cr3+的弱酸性溶液进行钝化,由于Cr6+被还原成Cr3+并与孔隙中残留的PO43-作用生成CrP04而填充孔隙,使钝化后的磷化膜孔隙率大大降低,从而提高磷化膜的防护性。钝化对于改善用于耐蚀性目的的阴极电泳漆底层等的磷化膜,具有明显的作用。磷化钝化处理液组成及工艺条件
磷化工艺规范及影响因素
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1994次
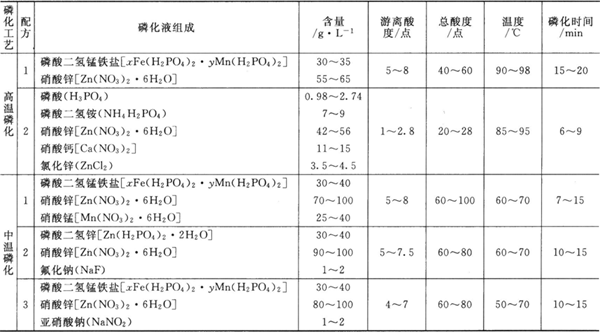
随着磷化技术的发展,磷化液的成分也由过去单一的金属磷酸二氢盐发展成由多种起不同作用的化学成分组成的混合液。但其基本成分可归纳为:游离的磷酸、磷酸二氢盐及加速剂。除高温磷化外,绝大多数磷化剂至少含有一种以上的加速剂(催化剂),以提高磷化的速度、改善磷化膜的质量。高、中、常温磷化液组成及工艺条件1)磷化液的配制根据磷化槽的容积计算所需化学药品量,在磷化槽中加入2/3体积的自来水或去离子水,将化学药品分别溶解,并加入槽中,可将溶液加热至40~50℃以加快药品的溶解,加水至规定体积。如用氧化锌配制,可先将氧化锌调成糊状,并在不断搅拌下缓慢加至硝酸中,再在搅拌下逐渐加入磷酸中,最后加水至规定体积并搅拌均匀。配制好的新磷化液需煮沸0.5~1h,再加入经除油和酸洗干净的铁屑,以增
磷化前活化处理(表调)工艺
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 2101次
为了改善磷化成膜质量,降低膜层厚度,特别作为涂装底层用的锌磷酸盐膜层,必须达到结晶细致、低膜重、高磷比、耐蚀好等技术要求,磷化前进行活化处理,起着关键作用。目前最好的表调剂是含有胶体磷酸钛的溶液,由于胶体微粒在清洁的零件表面上的均匀吸附,使金属表面形成大量微阴极区,成为磷酸盐结晶的晶核,消除了钢铁表面状态存在的物理或化学的不均一对成膜过程带来的影响,促进了结晶均匀快速的形成,阻止了大晶体的成长,使磷化膜的结晶细而致密,保证了低膜重,形成了优质的锌盐磷化膜层,同时也缩短了磷化处理时间。此外磷化前的活化处理还有助于降低磷化溶液的工作温度。锌盐磷化用的表调剂,其主要成分是胶体磷酸钛,还配以其他若干辅助成分。锰系磷化用的表调剂,通常是以锰的一氢磷酸盐胶体为主要成分。活化液中表调剂的浓度一般为0
磷化前处理工艺
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1288次
钢铁零件磷化处理的典型工艺流程为:零件脱脂→热水洗→冷水洗→酸洗→冷水洗→活化→磷化处理→冷水洗→钝化(或称封闭处理)→冷水洗→去离子水洗→干燥。前处理金属件在磷化之前,表面上必须无油污、锈、氧化皮、焊渣等异物,否则表面很难获得理想的磷化膜层。通常采用化学方法对零件表面进行脱脂、酸洗等前处理,当零件表面油污较多时,可以适当延长脱脂时间,或先进行预脱脂,后再进行第二步脱脂。如加工零件表面有冷硬化层,磷化前必须进行强酸浸蚀以活化零件表面,否则,磷化膜不均匀,而且耐蚀性较低。但酸浸蚀的时间要严格控制,应尽量短,而且还要注意浸蚀液选择。实践证明,喷砂或喷丸(不以强化表面为目的)既可清除零件表面的锈和氧化皮,又能改善磷化膜的成膜质量。还可使用滚光、振动光饰等方法,对零件进行
行业排行
热门文章