电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第585页
电镀车间镀槽夹套用水量
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1153次
镀槽夹套概略用水量按夹套的容积来计算.一般小时平均用水量为:0.3~0。5夹套容积(m3/h);小时最大用水量为:2夹套容积(m3/h)。
电镀车间洗涤机用水量
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1170次
电镀车间洗涤机用水量洗涤机用水量一般按设备说明书要求采用。当缺乏资料时,可按0.5—1.0m3/T(镀件)水量估算。
电镀车间对清洗槽用水的要求
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1909次
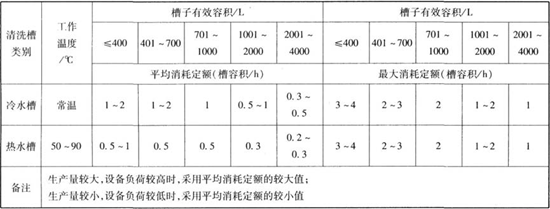
清洗方法较多,但应根据工艺要求采用清洗效率高、清洗水量少和能回收利用镀件带出液的清洗方法。(1)按清洗槽容积计算。清洗槽水消耗量,按每小时消耗水槽有效容积数的水来计算。平均消耗量为维持工作时的用水量,最大消耗量为空槽注水时的用水量。此计算方法适用于非批量生产,产品不固定和手工操作生产线。因用水量大,目前已很少采用。清洗槽水消耗定额(2)回收清洗法。零件从处理槽提出后,在进入清洗槽之前,为了回收一部分带出溶液,一般在镀铬槽、贵金属镀槽、电解抛光槽、钢铁件氧化槽等后面设置回收槽。基本工艺流程如下: 回收清洗法必须设置一级或二级回收槽。回收液必须加以利用。回收清洗法镀件单位面积的清洗用水量应小于lOOL/m2。(3)
电镀车间对给水水温,水量的要求
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1220次
电镀车间对给水水温,水量的要求水温冷水清洗无特殊要求,常温即可。热水清洗一般要求50℃~90℃。水量水量与镀种的工艺要求、设备使用方式、清洗方法有关。
电镀锌铁合金
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1504次
电镀锌铁合金对钢铁来说是阳极性镀层,对基体有很好的保护作用。按照镀层中铁含量,锌铁合金分为高铁合金镀层和微铁合金镀层,前者含铁在7%~25%,镀层的耐蚀性是镀锌的l~2倍,但由于镀层中含Fe量高而难以钝化,主要作为汽车钢板电泳底漆底层;含铁低于1%的锌铁合金镀层,可钝化处理,特别在0.3%~0.6%的微铁合金,经钝化处理后,耐蚀性大大提高,尤其是经黑色钝化的镀层具有最高的耐蚀性,且黑色钝化不用银盐。经盐雾实验和海水浸泡实验均表明其耐蚀性与镀镉层相当。另外,电镀锌铁合金成本低,镀液容易维护,可挂镀也可滚镀,所以使用量逐渐扩大。电镀锌铁合金镀液大致分为碱性镀液、硫酸盐镀液、氯化物镀液和焦磷酸盐镀液等。这里仅以碱性镀液和氯化物镀液为例说明其镀液基本组成与工艺条件。(1)碱性镀液组成与
电镀车间对给水水压的要求
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1210次
一般槽内清洗时要求水压不低于0.02MPa;喷洗为0.1MPa~0.3MPa;设备冷却水压为0.2MPa左右。前苏联电镀用水水质标准
电镀车间对给水水质的要求
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1513次

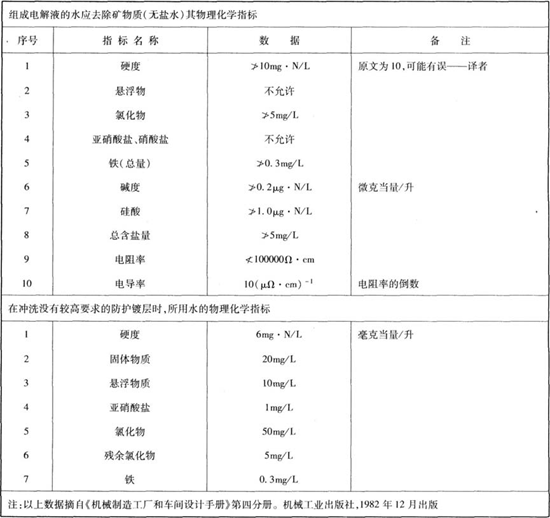
电镀车间给水水质,根据工艺的不同要求,一般分为工艺用水(包括配置溶液、校正调整溶液和溶液蒸发补充水等)、镀件清洗水以及设备冷却水三种。对镀件清洗水的水质要求视镀件表面处理的种类、生产过程和清洗后的水补充镀槽、循环回用,还是处理后排放而定。如清洗后的水补充镀槽或循环回用,清洗水应用除盐水。除此之外,镀件清洗水和设备冷却水一般采用符合生活饮用水标准的自来水。配制和调整溶液用水,当要求较高时需用除盐水。纯水的分类水中杂质对电镀质量的影响
电泳槽的补漆系统的作用
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1420次
电泳槽的补漆系统电泳涂装生产涂料消耗的补充通常不能直接加入电泳槽中.而是依靠专门的补漆装置来进行。补漆装置由内有搅拌器(桨)的缸体、纯水输送管、槽液输送管和传动设备四个部份构成,容器缸的有效容积应与电沉积槽涂装生产能力相配:需要补漆时.即将需要补漆的原漆量加入预定比例的纯水〔或同时补加有机助剂或中和剂),按工艺要求在缸内搅拌若干小时.待涂料充分混合、浴解符合要求后再用泵抽入电泳槽内,补漆缸对原漆的“熟化”功能或效果对涂膜质虽影响较大。如原漆在补漆缸内待不到及时“熟化”就泵入电泳槽内.固体份比电沉积槽内槽液的固体份高得多的漆液亦很难在电泳槽内到完全的溶解.充分混合和均匀分布,届时.不仅影响涂装生产的正常进行和降低涂膜质量.严重时还会在电泳槽内沉淀、堵塞喷嘴,使沉淀加剧,这说
电泳过滤系统的作用及设计要求
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1211次
电泳过滤系统的作用及设计要求为了淸除电泳槽液中的物理机械杂质或突发事故、不良反应中出现的一些“颗粒”或凝聚物.就必須在电泳槽液的循环系统中添加个过滤装,这对保证涂装生产和涂膜质量都坦非常必要的,过滤网可以选择+150目的孔目。
电泳恒温系统的作用
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1260次
电泳恒温系统这是个非常重要的设备,因为电泳槽液在25-32度时处于较为稳定的状态.从而具有较好的电泳特性,如槽液温度偏低(如〈23度)涂料分散、浴解能力降低,槽液流动性亦降低,从而使其电泳特性大为降低,电泳涂膜厚度就无法得到保证,如我国北方低温季节时间较长.为了保证涂装生产的正常进行和获得工艺要求的涂膜厚度.要给电泳系统配备恒温(加温)系统坦非常重要的,但更值得注意是当槽液温度偏高哪怕是仅大于30度,也将给涂装生产带来问题,如使涂膜变厚变粗糙,形成桔皮,严重时还会使槽液凝聚,沉淀,甚至报废。.其严重性非同一般,首生,它受季节温度的影响,随季节温度的升高而升高,我国不少地区夏秋温度常在35度以上,此时是电泳槽最受干扰,管理操作人员最需注意的时候。而恒温(冷却)系统正是他们最好的“
行业排行
热门文章