电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第587页
电镀车间含酸废气的净化
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1421次
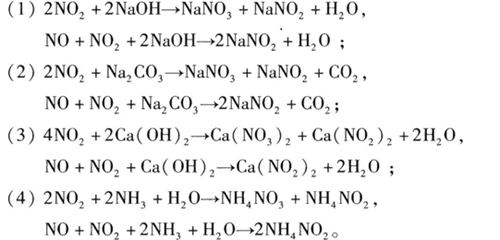
(一)酸雾的净化处理用硝酸、硫酸、盐酸及其混合酸、氢氟酸等在镀前对金属制品进行表面处理(化学浸蚀)时所产生的二氧化硫、氯化氢、二氧化氮、氟化氢等有害气体危害很大,需进行净化处理。处理方法多用酸碱中和的方法。1.硫酸雾气的中和处理硫酸雾气一般可用浓度为10%的苏打(Na2C03)的碱性溶液(NaOH)或氨(NH3)溶液进行中和处理.其化学反应为:碱性溶液经中和酸气后,应设沉淀箱使渣滓沉淀下来,净液通过溢流循环使用。一般碱液的pH值达到8~9时,即需更换新的碱液。2.盐酸雾气的中和处理轮酚霪旨可用碱漓(NaOH)或氧(NH3)等低浓度溶液进行中和处理。其化学反应为:由于盐酸的溶解热很大,在实温情况下为56010(35%HC1)。因此要较完全地
电镀车间铬酸废气的净化
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1285次
电镀车间镀铬槽排出的含铬废气用网格式铬酸废气净化回收器使铬酸净化后排放,同时回收铬酸。净化效率在98%以上,净化效率好。回收器体积小、阻力小、结构简单、维护管理方便。(一)网格式铬酸废气净化回收器的形式和结构网格式铬酸废气净化回收器分L型(立式)和w型(卧式)两种。L型的气流为下进上出,w型的气流为右进左出。过滤器是净化器的关键部分,由8层~l2层有菱形网孔的硬聚氯乙烯塑料板网纵横交错地平铺迭成,每层板网厚0.5mm,若无塑料板网,也可用普通的塑料窗纱代替。目前已有不少厂家生产铬酸废气净化回收器,使用时可根据不同风量选用相应的回收器。(二)工作过程和原理铬酸具有比重较大且易于凝聚的特点,不同粒径的铬酸雾滴悬浮在流动的空气中时,互相碰撞而凝聚成较大的颗粒,当含有铬酸
电镀车间碱雾的抑制
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1835次
电镀生产中产生碱雾的工序主要是化学除油、电解除油、强碱性电镀(如碱性镀锡、碱性镀锌等)和氰化物电镀等。化学除油反应过程本身产生的气泡很少,表面活性剂不能形成足够厚度的泡沫层,而且,其刺激性气味主要是加热到接近沸腾状态时碱液挥发造成的。因此,为减轻化学除油槽的气雾,建议采用中、低温化学除油工艺。国内许多电镀原辅材料厂家都可提供不同用途的中、低温化学除油药剂,选择范围相当广泛。电解除油的电流密度较大,阴阳极产生的氢气和氧气量较多,造成较强碱雾。添加高泡型表面活性剂能在槽液表面形成足够厚度的泡沫层,起到较好的抑雾作用。目前采用较多的抑雾剂为十二烷基硫酸钠0.01g/L和0P乳化剂0.01g/L。添加不宜过高,清洗不净会影响镀层结合力。碱性镀槽和氰化镀槽同电解除油槽一样,产生强
阴极涂装线生产能力设汁的重要性
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1134次
由于阴极电泳涂装线一次性投资费用比较高、运营维护费用大.如不管生产、停产.电泳槽液需要昼夜不停地循环搅拌(需要不停地消托电能及补加有机溶剂)和工艺管我理要求比较严格。因此.对阴极电泳涂装是否上线投资应持保持非常谨慎的态度,一旦决定上线投资.則应紧紧把住生产能力的设计,以求获得较高的生产效率和生产率.为获得较好的经济效益和社会效益打下良好的基础,那么.生产能力应如何设计、其指导思想和依据足什么?这确实是个不容易回答的问越,报据阴极电泳涂装的特点及苛刻要求.尽可能地提高涂装线的利用率,以求实现其最大化应是所有投资者的最大心愿.换句话说.就是要创造条件.搞好涂装线的设计.使涂装线在竣工投产后具备较高的设备完好率和运转率4在此条件下.能满负荷或基本满负荷运行.这不仅可以提高涂装线的生产
涂装生产线设计时需注意的三个问题
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1196次
一般简单的说,涂装生产线设计时需注意的以下三个问题:第一:涂装线的生产能力这个问越非常的重要.因为它牵涉到两个方面的问遝:其一.它将牵涉到涂装线投资费用和竣工投产后管理费用的大小,从而影响到以后的涂装生产成本及其投资回报期。其二.涂装线设计的生产能力的大小将枉接影响或者决定其生产效率的大小,而生产效率又足影响其经济效益极为重要的因紊,换言之I涂装线生产能力设计得过大或是过小都是不适宜的4第二:工艺是否完善、合理涂装线工艺设计是否完善、合旦.是涂装线竣工投产后涂装质虽好坏、生产成本高低的重要影响因素,因此.工艺设计必須切合预涂件材质、大小,表面状态及其涂膜对它的工艺技术要求,第三:所选择的设备、材料足否符合工艺技术要求涂装线的设备是否配套、所选取的材料足否符合
电镀车间碱雾的抑制
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1129次
电镀生产中产生碱雾的工序主要是化学除油、电解除油、强碱性电镀(如碱性镀锡、碱性镀锌等)和氰化物电镀等。化学除油反应过程本身产生的气泡很少,表面活性剂不能形成足够厚度的泡沫层,而且,其刺激性气味主要是加热到接近沸腾状态时碱液挥发造成的。因此,为减轻化学除油槽的气雾,建议采用中、低温化学除油工艺。国内许多电镀原辅材料厂家都可提供不同用途的中、低温化学除油药剂,选择范围相当广泛。电解除油的电流密度较大,阴阳极产生的氢气和氧气量较多,造成较强碱雾。添加高泡型表面活性剂能在槽液表面形成足够厚度的泡沫层,起到较好的抑雾作用。目前采用较多的抑雾剂为十二烷基硫酸钠0.01g/L和0P乳化剂0.01g/L。添加不宜过高,清洗不净会影响镀层结合力。碱性镀槽和氰化镀槽同电解除油槽一样,产生强
电镀车间镀铬酸雾的抑制
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1169次
铬酸镀铬溶液的电流效率较低,电镀过程中产生大量H:和0:气泡,升腾时带有较大能量,当这些气泡冲破液面时,会将液膜崩裂为极细碎的铬雾飞溅到周围空气中,给环境造成污染。添加直径5mm~20mm的聚乙烯或聚氯乙烯空心塑料球,大小相间地铺盖镀铬槽液表面的办法是最简单有效的。而且在镀槽停产时也不会有大量铬雾逸散到车间空气中,具有长期的防护效果。对于镀硬铬时采用这个方法较为有效,可以防止镀件上方因电流较大和气泡集中而破坏复盖层,造成铬雾外逸。由于硬铬电镀时间较长,工件一般外形较装饰铬简单,出槽时带出空心塑料球的数量要少得多,只要用网罩保护好清洗水槽的排水口,及时捞回补充到镀槽内,不会给操作工人带来太大麻烦。对于装饰性镀铬的铬酸雾的抑制,国外曾研究采用高泡型耐氧化的氟-碳型表面活性剂,但耐温
电镀车间酸雾的抑制
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1669次
钢铁件酸洗普遍采用盐酸和硫酸,铜件光亮酸洗多采用硝酸和硫酸混合酸。一般酸洗操作常用料筐浸入槽液,采用塑料球浮在液面的办法很容易大量带出槽外,增加操作麻烦。因此,在酸洗时应加入合适的酸雾抑制剂来抑制酸气挥发。但是,目前还没有泡沫比较持久的添加剂,能在工件酸洗结束出槽后表面泡沫仍然维持一定时间,防止酸液自然挥发酸气。在常温的盐酸酸洗液中酸洗时反应不很强烈,即使加入酸雾抑制剂其泡沫层也很薄,不足以制止酸雾逸出;况且盐酸自然挥发性强,即使不工作时也会产生较多酸气,采用酸雾抑制剂的效果不理想。因此,建议采用1:1的盐酸水溶液酸洗是较好的,这个溶液的自然挥发较少,如果加入上海永生助剂厂生产的YS-1添加剂100g/L,既可达到常温同时除油除锈,还能抑制酸雾。在常温下用盐酸退镀锌、镉等镀层时产生气泡
电镀废气的抑制
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1164次
空气是最宝贵的自然资源之一,生活在地球上的人类,每一分钟都离不开空气。现代工业的发展,人类赖以生存的洁净空气受到污染,严重影响了生态平衡,威胁着人类的生存环境,危害人们的身心健康。电镀生产的主要环节,都会产生废气。电镀废气按其性质可分为酸性废气、碱性废气和粉尘废气。具体来说就是:酸碱废气、氮氧化合物废气、铬酸废气、氯化氢废气和氰化废气以及抛光磨光的粉尘纤维废气等。这些废气都必须经过严格处理,达到规定的排放标准后才能排放,以免造成危害。清洁生产是要把污染消除在生产过程中,多少年来,各国电镀工作者采取了不少措施以图减少电镀加工过程的废气,特别是20世纪70年代中期我国电镀界加大了对气雾抑制剂的研究,取得了较好成效。减少电镀加工过程废气的途径一方面是从工艺本身人手,改良生产工艺技术
电镀车间的通风配电照明及供热供气设计
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1269次

电镀车间的通风配电照明及供热供气设计,这篇的内容比较多,所以提供下载地址,有兴趣的朋友可以下载后慢慢看。电镀车间电镀生产的通风电镀车间配电照明及供热供气
行业排行
热门文章