电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第595页
PPG粉末涂料的发展历史
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1475次
1950-1955第一个固体粉末喷涂方法专利在德国申请成功(流化床)1960s加利福尼亚大气污染防治条例(Rule66)1963第一只自助式静电喷枪在欧洲研发成功。1965-1970适合管道和功能性应用的环氧树脂涂料研发成功。1968-1972适合装饰用的聚酯、环氧树脂和丙烯酸树脂粉末涂料研发成功。1971-1974第一家美国粉剂工厂建立。1972-1973石油输出国组织实施石油禁运,导致能源危机。1972-1977美国的器具工业几乎被粉剂制作的瓷器所取代1975美国工业制造业公司纷纷投资于粉末涂料生产线。1981
贵金属电解回收设备
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1440次
电镀工件清洗所带出的金、银等贵重金属离子进入回收槽后,回收槽液浓度将不断增高,为了保持较低的回收液浓度,必须从回收液中提取金属金或银,以防止从回收槽液带人清洗槽,造成贵金属流失。贵金属电镀清洗水中的金属离子,过去多采用化学方法回收和离子交换法回收,由于操作麻烦,现在除镀镍清洗水的回收仍采用离子交换法外,金、银回收已渐渐地被电解法代替。采用电解方法可以直接析出金或银,摈弃了繁琐的化学操作,因而受到众多厂家欢迎。现在一些电镀设备厂和电源设备厂普遍生产销售的贵金属回收机,一般采用直流电源和旋转电镀头及底部电解储液箱组合而成,它是在旋转电镀头下端装上一个球形阴极网,浸入电解贮液箱内的回收液后,球形阴极网接通直流电源并匀速旋转,连续进行电解回收。这类回收设备结构简单,生产成本较低,储液箱容积
铝及其合金防护装饰阳极氧化工艺
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1232次
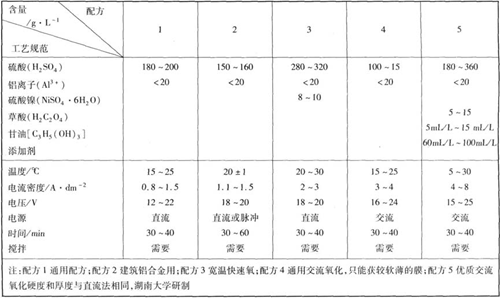
1.硫酸阳极氧化工艺规范 2.混酸阳极氧化工艺规范3.溶液的配制方法在槽中加人总体积3/4的去离水,启动空气搅拌机,将计算量的硫酸缓慢加入槽中,按配方要求加入二元酸和多元醇,混合搅拌至完全溶解,加水至总体积,加一些脱脂的铝屑或旧氧化液,使铝离子含量达到1g/L左右,即可使用。4.各成分和工艺参数的影响(1)硫酸。在一定的氧化时问内,氧化膜的厚度取决于氧化膜的溶解和生长速度的比率。通常随硫酸浓度增加氧化膜溶解速度增大,反之亦然。氧化开始时氧化膜的成长速度浓溶液比稀溶液快,但随氧化时间延长,浓溶液中膜的成长速度反而比稀溶液慢。硫酸浓度偏高孔隙率增加,容易染色,一般防护一装饰氧化采用18%~20%的硫酸。由于浓度高时膜层的硬度、耐磨性、耐蚀
建筑铝型材的碱蚀工艺
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1540次
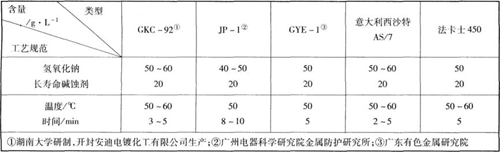
1.碱蚀的目的碱蚀是建筑铝型材氧化之前最关键的预处理工序。其目的为除去残存的自然氧化膜,脱脂溶解基体的残留物,深入基体表面层的油脂等污物,除去型材表面的变质合金层,消除模具痕、划伤等其他表面缺陷,调整和整平基体表面使其均匀一致。2.碱蚀工艺规范3.成分和工艺条件的影响(I)氢氧化钠。碱蚀槽中的苛性碱系指游离量。其含量对于保障碱蚀质量、防止水解均起重要作用。有长寿命碱蚀剂存在时,40g/L之间碱蚀速度基本相同;大于70g/L碱蚀速度又随浓度升高而加快,所以保持50g/L~60g/L之间最好。生产中每日分析一次游离碱,及时补充。(2)长寿命碱蚀剂。是防止偏铝酸钠水解形成硬铝石的必要成分。它是由多种化合物(络合剂、加速剂、缓蚀剂、整平光亮剂及润湿剂等)复配而成的。
硫酸法防护-装饰阳极化工艺流程
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1183次
机械(磨)抛光→除油脂→清洗两次→化学抛光或电解抛光→清洗两次→阳极氧化→清洗→中和→清洗→染色→清洗→封→孔处理→(机械光亮)→成品检验。建筑铝型材:装料→脱脂→清洗→碱蚀→热水洗→冷水洗→中和出光→清洗两次→阳极氧化→清洗两次→电解着色→清洗→捕子水叫誓蒙篆嚣二瑟瑟焉靓。卸架龇
铝阳极氧化的电渗现象
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1285次
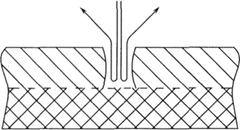
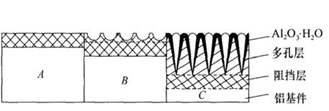
氧化膜生长过程的电渗现象是氧化膜生长的必备条件。它使电解液在孔内不断循环更新。电渗产生的原因可作如下解释:在电解液中水化了的外层氧化膜带负电荷,而在其周围的液层中紧贴着带正电荷的铝离子,由于电位差的作用,带电质点相对于固体壁发生电渗液流,即贴近孔壁带正电荷的液层向外部流动,而外部的新鲜电解液则沿孔的中心轴向孔内流动,使孔内电解液不断更新,导致孔隙加深扩大。氧化膜孔中的电渗液流动 铝阳极氧化膜的结构氧化膜是由阻挡层和多孔层组成的。多孔层是由许多具有六角柱状的氧化物基组(膜胞)组成的。每个膜胞的中心有一个星形小孔,形似蜂窝状结构,孔壁的厚度是孔隙直径的两倍。在硫酸中阳极氧化膜平均孔隙率为l0%~l5%,lμm2的表面上大约有800个小孔。
铝阳极氧化的氧化膜的生成过程
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 2165次
氧化膜的生成是在生长和溶解这对矛盾运动中发生和发展的,通电瞬间,由于氧和铝有很大亲和力,在铝上迅速形成一层致密无孔的阻挡层。其厚度取决于槽电压,一般为l5nm左右。它具很高的绝缘电阻。由于氧化铝比铝原子体积大故发生膨胀,阻挡层变得凹凸不平,这就造成了电流分布不均匀,凹处电阻较小而电流大,凸处则相反,凹处在电场作用下发生电化学溶解,以及由硫酸的浸蚀作用而产生化学注解,凹处加深逐渐变成孔穴,继而变成孔隙,凸处变成孔壁。阳极氧化时阻挡层向多孔层转移的模型铝氧化膜的生长规律可通过测定硫酸阳极氧化时的电压~时间特性曲线来说明,曲线可分为三段,每段都反映氧化膜的生长特点。铝阳极氧化膜生长阶段示意图铝阳极氧化的特性曲线A段通电瞬间电压直线上升,说明形成了电阻很大的阻挡层,这
电解液阳极氧化的工艺特点
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1371次
铝及其合金在相应的电解液和特定的工艺条件下,由于外加电流的作用,在铝制品(阳极)上形成一层氧化膜的过程称为阳极氧化。阳极氧化按其电解液种类和膜层性质可分为硫酸、铬酸、草酸、混酸、硬质及瓷质阳极氧化法。近年来由于建筑业和汽车工业大量使用铝合金型材,铝阳极氧化和着色技术获得了迅速的发展。各种电解液阳极氧化的工艺特点(1)硫酸法。成分简单稳定、操作容易、成本低廉,常温阳极氧化可获得厚5μm~25μm的无色透明膜,多孔吸附性强,容易着色。硫酸低温硬质氧化可获得数十至百微米的硬质膜。(2)铬酸法。所得膜层厚度只能达2μm~5μm,膜层质软弹性高。能保持原来零件的精度和表面粗糙度,基本上不降低材料的疲劳强度。膜不透明呈灰白至深灰色,孔隙少不能着色。铬酸膜与有机物结合强固,不但
粉末涂料如何涂装?
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1362次
粉末涂料如何涂装?•涂料的原料是非常细微的颗粒和干燥的固体粉末。 •对涂料表层应用了静电处理(特别是金属表层)。 •静电荷使干燥的小粒子极强的粘附力。 •加热导致粉剂粒子融化 •相互独立的粒子相互融合形成连续流动层 •额外的热量会促使固化反应的发生,从而形成一个固态涂层。 物质原料带有相反的电荷从而能够相互吸引而粘附在一起是PPG粉末涂料背后的基本原理。喷涂和流化床是目前应用热固化粉末涂料的两种普遍方法 静电喷涂是目前使用粉末涂料最普遍和通用的办法。粉剂被清洁、干燥、无油的气体压
电镀设备过滤用的过滤介质
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1174次
过滤机的过滤介质也称滤芯,是决定过滤溶液洁净程度(过滤精度)的主要因素。根据我国筒式过滤机产品技术标准(CBJ77005--89)对过滤介质品种和精度的规定,其品种应包括线绕滤芯(又叫蜂房式滤芯)、纸质滤芯(筒式或叠片式滤芯)、微孔塑料滤芯(聚丙烯熔喷滤芯或聚乙烯塑料烧结滤芯)、布质滤芯(杨桃袋式或叠片式滤芯)、陶瓷烧结滤芯和金属纤维滤芯等6个系列;过滤精度分为0.1μm、0.3μm、0.5μm、1μm、5μm、10μm、15μm、20μm、30μm、50μm、75μm和l00μm等l2个等级。目前,由于加工比较复杂,价格较高,金属纤维滤芯尚未在电镀溶液过滤中使用。线绕滤芯是电镀溶液过滤普遍使用的一种过滤介质。它是将纤维纱线精密缠绕在多孔的骨架上,严格控制缠绕密度和滤孔形状而制成的不同
行业排行
热门文章