电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第603页
电镀工艺文件的编制与实施
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1220次
随着经济建设发展需要,电镀工业在我国正向现代化、自动化方向发展。工厂的现代化、自动化程度越高,生产管理水平要求也就越高,就越需要有一套完整的、科学的与实际相适应的电镀工艺文件。显然,电镀工艺水平高低直接影响着电镀生产的质量、产量和经济效益。电镀应用技术必须从现场技术管理入手,这一切是实践的需要,也是大家的共识。编制电镀工艺文件不能千篇一律,每个电镀单位的工艺文件都必须充分结合本单位电镀工艺、电镀生产实际,但一般说来,应注意以下两个方面。工艺文件的内容必须充分体现工艺的完整性、系统性,必须是面面俱到,一环套一环,做到分散下去对各类镀槽和工序来说,却又是一张又一张具体的工艺卡片,使操作者一看即知,动手即会,点滴分明,联系起来成为一个工艺上的整体。电镀工艺涉及的面很广,如一条电镀自动线上
电镀线热酸性镀槽
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1104次
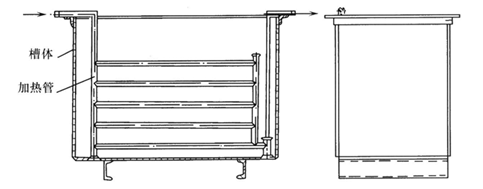
热酸性镀槽由槽体、导电装置及加热管组成常温酸性镀槽热酸性镀槽热酸性镀槽与热酸浸蚀槽一样,设计制造时应按溶液成分和工作温度选用耐腐蚀材料。如硫酸盐镀铜槽可用硬聚氯乙烯塑料槽或钢槽衬软聚氯乙烯塑料,用铅锑合金管加热。热酸性镀槽的加热管按溶液不同,可用铅锑合金管,不锈钢管,钛管等,对于用金属管不能承受的加热管可采用聚四氟乙烯管,其价格介于不锈钢管与钛管之间,但承受蒸汽的压力应严格控制在使用说明书规定范围内。关于聚四氟乙烯塑料管状加热器的技术规格及类型,
电镀线常温酸性镀槽
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1105次
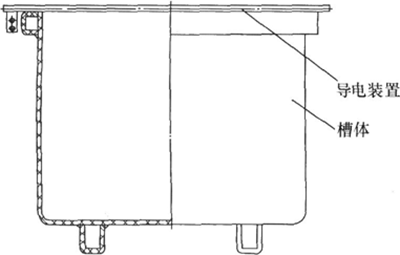
常温酸性镀槽由槽体及导电装置组成,其结构如图l2—2—9。小型槽的槽体一般用硬聚氯乙烯塑料制造,大型镀槽则用钢槽衬软聚氯乙烯塑料或钢框架衬硬聚氯乙烯塑料。对于电镀溶液中含氯化铵等对钢铁设备腐蚀严重的成分时,镀槽一般用硬聚氯乙烯塑料制造或钢槽衬软聚氯乙烯塑料,钢槽或钢壳本身应全部表面涂耐腐蚀涂料,最好涂环氧涂料。由于氯化铵对铜表面腐蚀后产生铜绿,影响导电,因此,导电杆最好在使用前先镀一层锡,其他接触导电元件亦应镀锡。对于冬季室内温度较低的地区,室温不能满足工艺要求最低允许温度时,槽液预热可采用槽侧壁蛇形管加热或采用水套加热;夏季室内温度较高时,可采用塑料袋盛装冰块浸入溶液内降温后起镀。对于正常生产的镀槽,宜采用槽内侧壁设置冷却管的办法降温,以满足工艺要求。冷却管的材料依溶液腐蚀程度而异,
PPG预涂装产品
发布 : 涂装助手 | 分类 : 其它产品 | 评论 : 0人 | 浏览 : 1212次
PPG工业公司致力于提供多样化的汽车预涂装产品。其工艺独特,即将涂料滚涂到卷材表面上,然后直接送至冲压车间。这些涂层改善了外观,从而提升了汽车价值,而且使汽车性能更加优越,并减少了生产流程。汽车预涂装系统有多方面的优点,包括:•减少费用支出•减少保养费用•优越的防腐保护性能•提高可成形性•简化涂装流程预涂卷材预涂卷材是一种高效的涂装方法,即将涂料直接均匀的滚涂到卷材表面上。预涂卷材涂装技术应用范围很广,从汽车车身涂装到工业产品,如铝板的涂装。施涂过程:先将卷材打开,进行清理,预处理,刷底漆和面漆,然后重新卷起。然后将涂装后的卷材运至制造商处,制造商在不损坏或影响涂层性能的前提下将其安装到完成后的汽车部件上。汽车预涂
电镀车间平面布局与水、电、气现场管理
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1511次
电镀车间平面布局:首先应考虑对周围环境可能造成的内外污染和对设备的腐蚀,平面布局应以有利于通风、给排水及管道的设计与施工为原则。设备槽位排列应按工艺流程、生产流水线安排,越短越好,尽可能使操作时不走回头路,以免工件彼此相碰或人来人往过多。通风排水系统设备应注意不可将氰化物槽与酸性槽合并在一起使用,否则会产生剧毒的氢氰酸。生产线下面有地沟,槽子卧入地沟,应保留地沟高度适当、便于操作。生产线下面有地沟,槽子卧入地沟,应保留地沟高度适当、便于操作。镀前处理除油、电镀、酸洗、铝氧化应尽可能分开。否则,酸碱雾会影响产品质量和设备寿命。整流器室等靠近电镀氯、氧化间,一般不超过30m。可节省汇流排(条)和电能。但不宜安装在酸洗间对面或相近处,两者要隔开。各种管通道宜安装
电泳漆中混入杂质离子怎么办
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1953次
在前面介绍了,杂质离子对阴极电泳漆涂装的不良影响和电泳漆杂质离子的预防,如果电泳槽中已经混入了杂质离子,那么应该怎么办了?首先需要鉴别电泳漆膜的质量问题是否是杂质离子影起。当电泳槽液的温度控制不严(过高〉、槽液PH值过高或助剂含量过低时,均会破坏电泳槽液的均相状态,从而促使槽液凝聚和沉淀现象的发生;与此同时,电泳涂膜亦会变得粗糙或有颗粒。当杂质离子(污物〉混入了电泳槽其含量达到或超过某限值时,亦会造成电泳槽液的凝聚和沉淀,电泳涂膜也出现了非常相似的弊病。那么,当电泳槽液和涂膜出现了上述问题或故障时,如何鉴别其“元凶”呢?弄清楚这个问题非常重要,它牵涉到应采取什么方法或措施来处理的问题。因为产生故障的原因不同,其处理方法也不同,而不同的处理方法有不同的处理结果和处理费用。可以通
电镀线热酸浸蚀槽
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1382次

热酸浸蚀槽由槽体及加热管组成。热酸浸蚀槽的溶液配方很多,工作温度亦各不相同,设计制造时应根据溶液成分及温度,合理地选用槽体或衬里及加热管的耐腐蚀材料;若采用耐酸砖或板作衬里,槽体必须有足够的刚度,否则有可能由于槽体变形过大而造成衬里层破裂脱落。常温酸浸蚀槽 热酸浸蚀槽
电镀线常温酸浸蚀槽
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1134次
常温酸浸蚀槽仅有一个槽体,小型酸蚀槽通常是用硬聚氯乙烯塑料制造,大型槽体则用钢槽衬软聚氯乙烯塑料或钢框架内套衬硬聚氯乙烯塑料,其结构如图12—2—7所示。这一类槽子适用于一般浓度的常温酸浸蚀槽,不适用于王水槽及浓硝酸等浸蚀槽。王水槽可用耐酸陶瓷槽,小的王水槽宜设置在专门的抽风柜内。
电镀线三氯乙烯清洗设备
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1182次
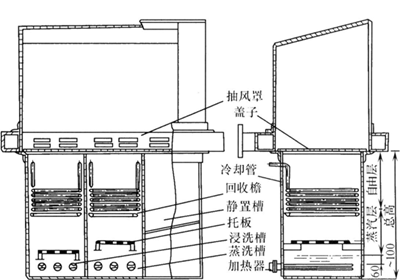
三氯乙烯清洗设备属于有机除油设备的一种。当三氯乙烯被加热到沸点(86.9℃)后,产生三氯乙烯蒸汽,由于其蒸汽的密度大(为空气的4.54倍),总是水平上涨,遇到槽内上部的冷却管后即凝结成液体,因此,其蒸汽的上部能保持一个稳定的水平界面,形成一定厚度的蒸汽层,在三氯乙烯蒸汽层中,蒸汽遇到放人槽中的冷零件,即在零件表面冷凝成液体,起到溶解和洗脱表面油污的作用。小型的手工操作的三氯乙烯清洗设备由浸洗槽、蒸洗槽、静置槽、加热器、冷却管、槽盖及抽风系统等组成,有的还设有储液罐。三氯乙烯清洗设备也可由一个蒸汽槽兼作多用,使结构简化。槽子尺寸约360mmX320mm×800mm冷却盘管φ10紫铜管7圈加热器总功率浸洗槽6kW温度≤100℃蒸洗槽8kW自由层高度≥6
电镀线化学除油槽
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1661次
化学除油槽通常是由钢制槽体、蒸汽加热管或电加热管组成,其结构参见图12—2—4。除油溶液为碱性,传统除油的工作温度为70℃~90℃,中温除油温度为40%~60%。化学除油槽化学除油槽在生产过程中会不断出现较多漂浮在溶液表面的乳化油粒、抛光膏污垢和油脂皂化产物,若不及时清除,当工件提出液面时就势必粘附在其表面,如果在热水槽中清洗不净,必然会污染下一槽溶液并且还会造成镀层疵点。为此,建议使用吊车操作的大型除油槽和自动线上的除油槽,采用除油溶液专用过滤机对槽液进行连续循环过滤。连续循环过滤的化学除油槽,其槽体必须在长度方向的一面侧壁上开长条溢流孔、溢流槽和溢流管,其高度以设计面高度为准,并在其对边相同高度水平设置喷液管。溢流管和喷液管的接口分别与除油溶液专用过滤机的进水管和出水管联
行业排行
热门文章