电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第610页
电镀件热水洗烫预干燥
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1295次
热水洗烫预干燥热水洗烫时热水的温度需视被烫件的镀(涂)层种类而定,电镀件可使用较高的水温,直至煮沸,温度高工件表面脱水速度快;对于转化膜处理件则热水温度不宜过高,超过60摄氏度时膜层会受到破坏,膜层色泽变浅,防护性能降低。工件经热水洗烫还有利于排挤掉工件狭缝等处的残存溶液,减轻了工件在烘烤时因狭缝中的残存溶液外泄对镀层的污染,可以提高工件的防护性能和外观质量。
钢铁电镀镍件的干燥
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1169次
钢铁镀镍件的干燥:镍镀层在预干燥过程中极易出现锈点。当工件未清洗干净、工件表面仍处在酸性条件下则出现锈点的速度会更快。解决这一问题除保证溶液清洁,采取移动阴极,增加镀层厚度等措施之外,还可采取下列两项补救措施。(1)预干燥之前先经中和处理。工件出槽后在稀碱液中进行中和处理,使工件表面呈微碱性,从而在预干燥过程中可以延缓出现锈点的速度。(2)预干燥之前先经钝化处理。工件出槽后即在30-50g/L的铬酸溶液中进行钝化处理,在此溶液中浸泡0.2-0.3min后取出工件清洗干净,经此处理后,一般情况下当时不会出现锈点。
钢铁电镀银件的预干燥
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1145次
钢铁镀银件在预干燥过程中,由于银层与基体的电位相差较大,当镀层存在孔隙时出现红锈的速度比镀铜、镀镍都快,有时甚至达到无法控制的局面。要防止这类现象的出现,除预处理过程中加快干燥速度之外,在镀银及镀银前需要注意以下几点。(1)选料要讲究。对于严重锈蚀件不可用,有必要时需经精细加工,工件表面越粗糙,预干燥过程中越易锈蚀。(2)工件的绑扎要松。绑扎过紧会产生印痕,该印痕部位镀层必然过薄,出现红锈的机会会更多。(3)增加中间镀层。增加中间镀层不但可以减少镀层孔隙,并可缩小银层与基体之间的电位差,从而减缓出现红色锈迹的速度。如有条件采用脉冲电镀效果会更好。
电镀件转化膜的预干燥
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1133次
正常的干燥步骤应该是先除去工件表面的游离水,即预干燥,只有经过预干燥之后方可转入除去工件表面吸附水的干燥步骤,这两个工序要分别进行,不可二合为一,否则阴极性镀层会出现锈迹,转化膜层会引起脱膜。这是因为工件在烘箱内烘烤时工件表面的游离水分一时较难挥发,形成局部在高温、高湿的条件,这样会出现上述质量问题。转化膜的预干燥最好在通风良好处暗干,若采取热风吸干,则特别要注意以下两点。(1)预干燥前工件的清洗必须彻底,特别是孔眼、狭缝等处的水分要先吸去,以避免热风吹干时把这些部位含有钝化溶液成分的污水吹到工件平面上,引起色彩混乱,影响工件的自然色彩。(2)风源需经过油、水过滤器过滤,以免把油滴散落到工件表面而污染表面。
涂装前磷化处理剂的种类
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1237次
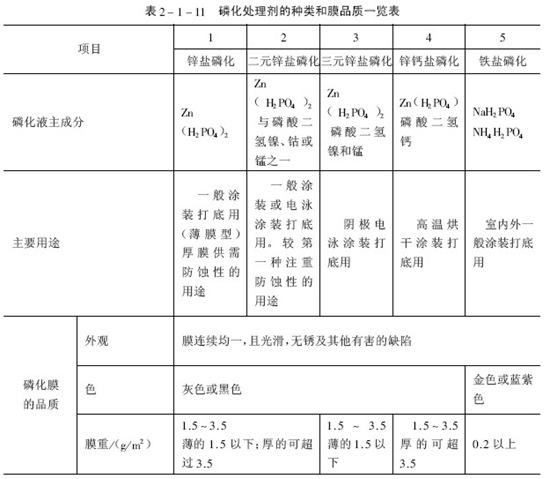
金属涂装打底用磷化处理剂一般按其主要成分可分为五种,锌盐磷化,二元锌盐磷化,三元锌盐磷化,锌钙盐磷化,铁盐磷化,汽车涂装前磷化处理一般都采用锌盐磷化处理剂.按磷化液中的锌含量,磷化处理剂又可分为高锌(4g/L以上)、普锌(2.0-4g/L)和低锌(0.9-2.0g/L)在实际生产中应根据被处理物的材质、涂装工艺对磷化膜性能的要求、生产现场条件和成本等选用磷化处理剂。例如:阴极电泳涂装打底的磷化处理需选用能形成磷酸二锌铁含量高的、耐碱性好的磷化膜的磷化液及工艺。细微结晶的钙锌磷化盐膜最适用作为粉末涂料前处理,能得到耐盐雾1000h、耐湿热1500h和冲击试验等性能优良的涂层。一般在zn2(H2PO4)2溶液中适当添加Ca(H2PO4)2后能得到使磷化膜结晶细微化的效果,用
汽车涂装前磷化处理技术及其发展趋势
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1271次
汽车涂装前磷化处理技术及其发展趋势金属涂装前进行磷化处理能提高涂膜的附着力和耐腐蚀性(尤其能抑制漆膜下的扩蚀)等功能,已为众所周知,可是对磷化处理的认识及掌握处理技术,在我国汽车涂装中走过很长的岁月,且几经曲折。20世纪50年代前苏联援建一汽时解放牌汽车的覆盖件在喷涂铁红醇酸树脂底漆前就采用了一台七室喷射式磷化联合机(脱脂采用三种碱配制的清洗液,无表调,磷化液是用固体磷酸二氢锌、硝酸钠在现场配制、钝化)。经多年调试,直到60年代初稳定投产。为减少在现场配制磷化液的劳动量及产生的沉渣损失,开发了以亚硝酸钠催化的磷化液,一直沿用到80年代中。由于磷化处理工艺管理不善和设备落后,在生产中常出现问题(磷化膜不均、涂层早期起泡等)。70年代在援建设计二汽的车身涂装工艺时某主管领导听不进专业人员的
磷化除渣方法介绍
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1852次
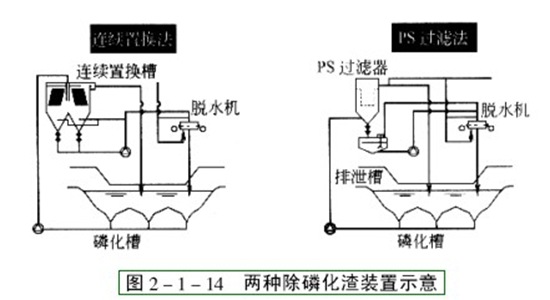
除磷化渣方法有多种,现今大型磷化设备常用斜板沉淀槽加压滤机(或脱水机)方案(称为连续置换法〉。日本帕卡设计工程公司推荐体积小的反向袋式过滤器〔PS过滤器〉替代斜板沉淀槽,自动脱水过滤机(FK)替代压滤机。连续置换型方式的磷化处理沉淀残渣浓度300ppm左右,PS8过滤器方式可使磷化处理液中的残渣浓度降到150mg/kg左右。PS过滤器是袋式过滤器的反向运行,磷化渣沉淀在过滤袋的外面,滤液从袋中滤出,返回磷化槽中。滤袋外沉积一定磷化沉渣后,通压缩空气清洗,含高浓度沉渣液从过滤器下部排出。PS过滤器具有以下特点:①滤布的洗净(靠压力逆洗)时间短;②滤布的寿命长(一般为1-3年,硝酸逆洗净1次/2个月〉;③最终排渣液呈块状含水率65%。自动脱水过滤机(F
前处理设备工艺知识介绍
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1396次
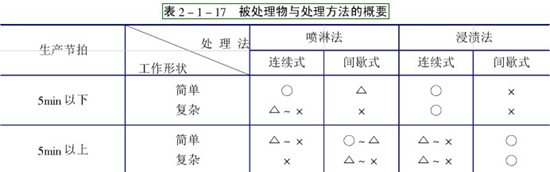
汽车涂装前处理设备根据处理目的、处理量(年生产纲领或生产节拍)、处理方法、被处理物的形状及材质和处理工艺等因素及现场条件设计选用。按生产方式,前处理设备可分为连续式和间歇式两大类。在大量流水生产场合采用连续式前处理设备,在批量生产场合采用间歇式。以汽车车身为例,生产节拍在5min/台以下(或输送链度2m/min以上)选用连续式;生产节拍在台以上选用间歇式;外形结构简单的被处理物采用喷淋处理法(即在喷淋时无死角,几乎100%表面都能处理完全);外形结构复杂的被处理物选用浸渍处理法。全浸连续式前处理磷化设备的模式是被处理物借助悬挂式输送链贯穿通过各室进行处理。在处理轿车车身场合,现今一般选用推杆式悬链(带“C”型挂具〉、摆杆式输送链和旋转全浸式输送机(RoDip-3〉,后者
磷化处理工艺介绍
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 2149次
磷化处理工艺处理方式:汽车涂装前磷化处理有喷淋式、浸渍式和喷浸结合式,采用何种方式取决于被处理物外形结构复杂程度、生产节奏和现场条件。被处理物外形结构简单,在喷淋时所有表面都能处理到,则采用喷淋式,复杂的则采用浸渍式或喷浸结合式。如以外形结构复杂的汽车车身为例,在1976年前采用喷淋式,其内表面及内腔有处理死角,随后逐步改用为灌喷式(floodspraysystem)、半浸式(halfdipsystem)和全浸式(fulldipsystem)。现今汽车车身的磷化处理方式几乎100%都采用全浸式,因其处理完全,且所得磷化膜中的Zn2Fe(PO4)2·4H2O含量高,与阴极电泳涂装的配套性优良。按磷化处理温度分为高温磷化〔80℃以上)、中温磷化〔50~70
磷化膜与阴极电泳涂膜的配套性研究
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1319次
漆前进行磷化处理的目的是为提高涂膜的附着力和耐腐蚀性能,采用一般涂装法(喷涂、浸涂、刷涂等)涂布的底涂层,因磷化膜与涂膜是机械结合,干燥清洁(即不存在水溶性盐或酸碱等)、均匀致密的薄膜型磷化膜与涂膜结合,一般都能达到上述目的。可是在电泳涂装过程中伴随着电化学反应,往往产生磷化膜的溶解以及与电泳涂膜配套不良,并影响涂膜的附着力和耐腐蚀性。我厂第一条阴极电泳涂装线于1986年投产时,采用低温高锌磷化液进行磷化,未进行钝化处理,有时发现阴极电泳涂层与底材的附着力极差;在实验室检测中,也发现泳涂在经磷化处理钢板上的涂膜附着力反而比未磷化处理白钢板上的涂膜附着力差;车身碰伤处(尤其在严寒的冬季),涂层呈片状脱落,露出底金属;有些车身在实际使用中产生严重的疤形腐蚀。这是原设计未想到的反常现象,磷化
行业排行
热门文章