电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
电泳漆电导度测定法
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1944次
电泳漆电导度测定法一、适用范围:本标准适用于电泳漆液及其相关液体电导率的测定:测定方法采用电导率仪,以µs/cm表示。二、依据标准:HG/T3335-1997(1985)《电泳漆电导率测定法》:EDTM-02《电导度测定法》。三、仪器设备和材料:1. 电导率仪2. 标准电导度液3. 温度计:0-50℃,分度0.5℃4. 恒温水浴缸:0-100℃5. 烧杯(塑胶制品为宜):容量150ml6. S-140清洗剂本公司配制产品7. 稀释用纯水:电导度小于10µs/cm四、测定方法及步骤1.按电导率仪使用说明书的要求,安装好电导率仪。2
电泳涂料不挥发物的测定法
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1786次
电泳涂料不挥发物的测定法一、适用范围:本标准适用于电泳漆原漆,电泳槽液及回收槽槽液的不挥发物的测定。二、依据标准:国家标准GB6751-86《色漆和清漆,挥发物和不挥发物的测定》;EDTM-03《固成份测定法及计算方式》。三、仪器设备和材料:1.精密天平(精确度0.001g)2.玻璃干燥器(硅胶干燥剂)3.铝箔纸4.玻璃吸管5. 100ml烧杯6.细玻璃棒7.鼓风恒温烘箱8. 50ml移液管四、测定方法及步骤1.抽取试样:准备好烧杯,移液管,把需要检测的漆液搅拌均匀,然后用移液管从被测液中抽取试样。2.将铝箔纸截直径约6cm圆形纸,再将其折成直径4cm的圆盘,将截成的吕箔纸盘置于天平称重并记录
电泳漆酸当量MEQ测定法
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1949次
电泳漆酸当量MEQ测定法一、适用范围:本标准适用于电泳漆及相关液体酸的含量测定。二、依据标准:EDTM-04-01《科利尔公司MEQ检验方法及计算方法》。三、检验仪器及材料:1.0.1NNaOH水溶液2.PH计3.150ml平底瓶4.电磁式搅拌机5.滴定管6.精密天平(0.001g)7.稀释剂BCS四、BCS的空白试验:以25gBCS测其PH值,添加0.1NNaOH(边加边搅拌)直至PH=10.2,记录消耗的0.1NNaOH,做平行试验三次,致函其平均值K。五、检验方法1.将100ml平底瓶置于天平上精确称重分别为W。2.取样约25g置于平底瓶内精确称重为S。3.取约25g的BCS置于上述平底瓶内精确称重为D。4.将平底瓶置于搅拌机上,启动开关充分搅拌
电泳涂膜的固化工艺技术(烘干)
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 2151次
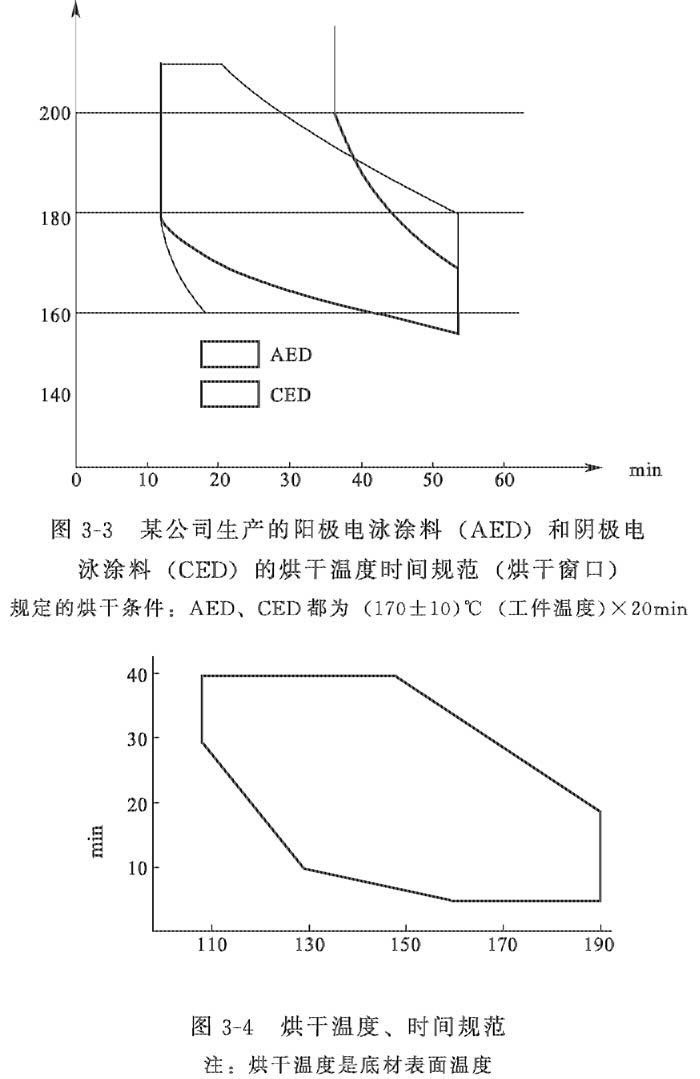
电泳涂膜的固化工艺技术(烘干)(一) 电泳涂膜的烘干特性基于电渗作用使亲水的电泳涂膜变成憎水涂膜,经电泳涂装后的超滤液(UF)和纯水清洗,洗掉附着在湿漆膜上的电泳槽液后,湿的电泳涂膜类似“干膜”,用手摸也不粘手,其含水量、含溶剂量极少。电泳漆槽液、电泳后清洗过的湿漆膜和烘干后干涂膜三者的组成在电泳涂装过程中的变化见第一章表1-2。从表1-2中可以看出电泳湿涂膜与其他涂装方法(如喷涂法、浸涂法)所得的水性涂料或有机溶剂型涂膜不一样,含溶剂量极少,类似“干膜”。可直接进人高温下烘干,不会产生“针孔”和“痱子”等漆膜弊病。为改善涂膜外观(如平滑性、减少水斑痕),可采取提高防尘过渡段的气温和吹水装置除掉漆面的水珠或两次升温以提高湿漆膜的展平
电泳涂装的现场管理
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1701次
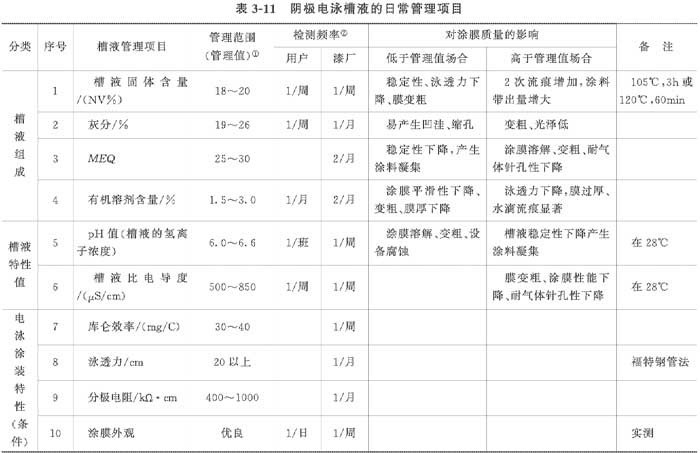
电泳涂装的现场管理为确保生产的正常进行,电泳槽液的稳定和涂层质量,必须加强电泳涂装生产的现场管理。现场管理包括工艺管理、生产管理和设备管理。电泳涂装生产的现场必须对电泳漆槽液、电泳涂装设备及配套装置和生产环境及状况进行科学管理,并做好记录;发现不正常现象,立即采取措施解决。(一)电泳涂装的工艺管理它主要对电泳漆槽液及涂装的工艺参数、涂装质量等进行科学管理,现今不仅涂装厂在现场做好工艺管理,电泳涂料供应厂家也负责槽液的全面管理,现借鉴国外先进管理模式(CPU管理,即CostPerUnit),在国内许多涂装线也采用了CPU管理。工艺管理的项目、目标管理值、检测频率等,以关西涂料公司的HB-2000阴极电泳涂料为例介绍(见表3-11)。在电泳涂装现场日常进行工艺参数的检测和调整:根据测定槽
电泳涂装工序及其工艺参数
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 2515次
电泳涂装工序及其工艺参数电泳涂装工艺是由电泳涂装(AED或CED)、电泳后清洗、吹干(或除水)和涂膜固化(烘干)等工序组成。各工序的功能、工艺参数及管理要点等,以工艺最典型、最复杂的汽车身阴极电泳涂装线为例,列于表3-7。汽车车身的典型阴极电泳涂装工艺一览表工序各称处理功能工序处理内容控制管备注方式时间温度理要点1.用阴极电泳涂装在前处理过的车体浸(通直3~4min28〜29°C槽液固体分电泳涂膜厚度一般为(20±2)法涂底漆内、外表面泳涂上一流电) (NV)、pH值、um;在采用厚膜电泳涂料场合可 层均匀的、规定厚度
选用电泳涂装前处理工艺时应注意4点
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1201次
选用电泳涂装前处理工艺时应注意4点电泳涂装前处理工艺与一般溶剂型涂料涂装和粉末涂装的前处理工艺比较,虽本质相同,可是基于电泳涂料是专用的水性涂料及其涂装过程中伴随着多种物理和电化学反应,在选用电泳涂装前处理工艺时应注意以下特征:① 被涂物应清洗得更干净、更彻底(更应注意缝隙和空腔内表面的清洗),防止被涂物将杂质离子和污物带人电泳槽液中,影响槽液稳定和涂装质量。被涂物上不允许有油污、水溶性盐和不良导体的污物附着;前处理最后一道纯水洗后的滴水电导应小于30jum/cm。② 在电泳涂装过程中被涂物表面产生剧烈的电化学反应(如在阳极电泳场合产生阳极溶解,在阴极电泳场合被涂界面生产强碱性等),前处理后所得的转
阴极电泳涂料的性能
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1252次
阴极电泳涂料的性能包括下列各项性能:(1) 原漆性能固体分、细度、pH值、电导率、乳液稳定性、储存稳定性。(2) 工作液性能固体分、pH值、电导率、灰分、筛余分、沉淀性、溶剂含量、有害金属含量、MEQ值、泳透力。(3) 施工性能L-效果、施工电压、槽液温度、泳涂时间、破坏电压、干燥性能、再溶解性、库仑效率、加热减量、GEL分率、使用稳定性、膜厚。(4) 漆膜性能外观、弹性、冲击强度、附着力、光泽、表面粗糙度、杯突、耐碱性、耐酸性、耐湿热、耐汽油、耐机油、耐柴油、耐盐雾、锐边防腐性、抗石击、交变腐蚀试验、与上涂层配套性。
电泳涂装中和剂的选择
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1470次
电泳涂装中和剂的选择中和剂的品种不同,能明显影响树脂的水溶性、漆的贮存稳定性、黏度、固化速度及漆膜的泛黄性。因此,适当选择中和剂也是十分重要的。树脂的品种不同,所用的中和剂也不同,如浅色漆应选用变色性小的中和剂。通常电泳涂料所采用的中和剂为:阳极电泳涂料——氨水、二乙胺、三乙胺、二乙醇胺、三乙醇胺等。阴极电泳涂料一甲酸、乙酸、乳酸、马来酸等。
行业排行
热门文章