电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
电泳漆槽液的搅拌强度的工艺管理
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1368次
为确保槽液组成和温度的均匀性.防止沉淀和排除被涂物表面在泳涂中产生的气体.在泳涂过程中槽掖应充分循环搅拌.一般每小时要循环6~8次.以保证电泳槽液面的流速>0.2m/s.槽底流速>0.1rn/s。
电泳漆极间距的工艺管理
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1307次
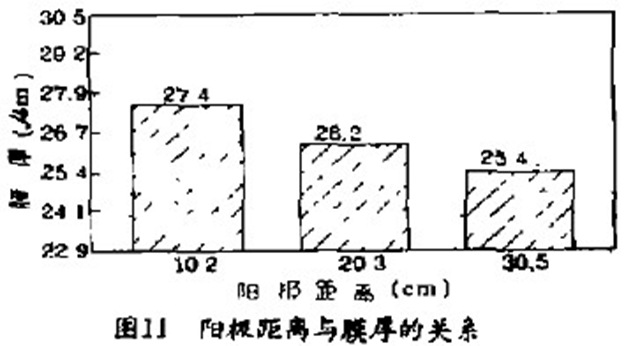
在电泳槽中特殊金属件的涂装直接与金属表面的电压有关.事实上由于电泳漆有电阻.金属表面的电压将随着阳极距离的增加而降低,随极间距的降低而升高。随着极间距离的缩短.工件表面电压升高,泳涂速度加快,涂膜增厚,如图11所泳透性同样受阳极放置的影响,如果将阳极放置在低泳透区域.则可增加此区域的涂膜厚度.过去曾采用辅助阳极以使车身内部泳涂上漆。在车身内部放置阳极能够提高箱式结构内表面的泳透力。阳极设置有它的局限性。在泳涂初期阶段.高表面电压会导致磷化缺陷在漆膜上反映痕迹、斑痕和镀锌底材电解气泡的产生。因此.初期阶段紧靠着3F.件设置阳极将导致各种弊病。
电泳漆濠涂电压的工艺管理
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1264次
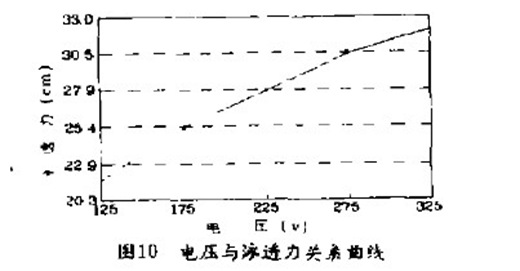
在电泳涂装体系的极板匕接通电压以控制电泳涂装过程的戚膜速度和沉积量。通常槽液温度和泳涂时间是一定的.如果需要提高或降低膜厚.可通过升高或降低电压来实现。在连续流水式的电浓涂装设备上.电压最少分两个区域控制.约1/3的阳极板为第一区段.约2/3的阳极板为第二区段般第一区段电压控制在该漆的工作电压的下限以下.第二区段电压为该漆的工作电艇,甚至略高一点。在步进式电诗:涂装设备,起始l5~30s电压较低.随后升到该漆的工作电压.这称之为“软起动”电压分两个区段的目的是控制第一区段内的成膜尽可能少产生问题.如脉冲痕迹、条纹及镀锌件的气泡.当底材产生变化时,第一区段电压低一些能够改善涂膜性能。 电压不仅能控制涂膜厚度.也能提高工件内脏的泳涂能力。泳透
电泳漆泳涂时间的工艺管理
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1259次
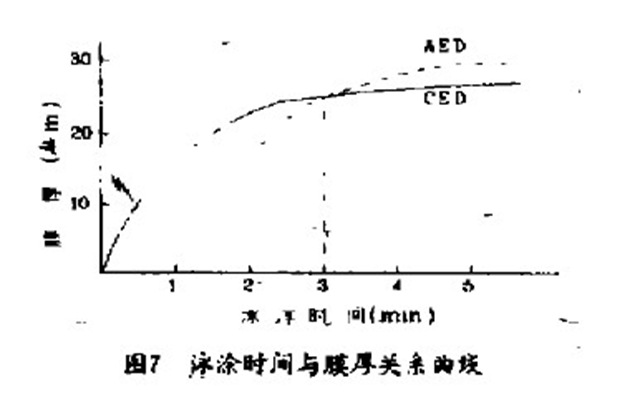
在电泳槽中的泳涂时间系指被涂物在槽液液面下形成涂膜(通电)的时间这一时间通常限定在全缦2~4min之间一旦设定的时间将不再变动,除非有提高或降低生产线的速度之需要。泳涂时间或成膜时间对涂膜的浓透力有直接影响,见图7、图8。在这两种场台下.随泳涂时间增长.涂膜厚度增厚.泳透深度增大随泳涂时间增长,电流值急剧下降(见图9).由于析出涂膜的电阻cED>AED.阴极电泳的电流值低。 泳涂时间在电泳涂装工艺管理中起重要作用,适当增高泳涂电H三可缩短泳涂时间.在较低泳涂电压时可增加『永涂时间。由于镀锌钢板的破裂电压较低.需延长泳涂时间以降低入槽电压来获得同样的涂膜厚度。通常在电泳涂装设备的设计过程中就确定泳涂时间.在正常运转的情况下将不再变动。
电泳漆在电泳槽中逗留时间的分布
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1309次
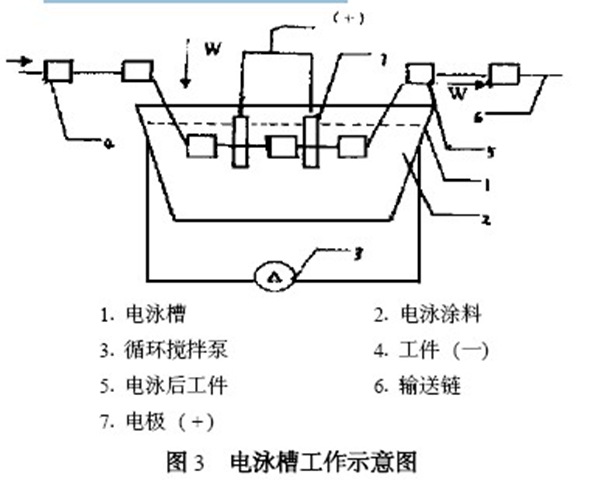
电泳涂料逗留时间的数学表达式下图为电泳槽工作示意图如图所示,工件(例如汽车车身)从图左侧不断进入电泳槽,电泳后从槽右方离走。电泳涂料在左上方加入,在图右侧随工件不断地被带出电泳槽。设电泳槽槽液的有效体积为V(升),每天加入和消耗的槽液量为W(升/天)。则可以计算出电泳涂料在电泳槽中的平均停留时间:现将一份可示踪的电泳涂料像日常添加电泳涂料一样加入到电泳槽中经过充分的混合,并假设它和槽中的电泳涂料有相同的电沉积性能,电泳到工件上的机率相同。设这份示踪涂料的加入量为M0(升),它在电泳槽中的起始浓度为C0=M0/V,随着电泳过程的进行,一部分示踪涂料在工件上沉积,而被带出电泳槽,槽中的示踪涂料数量减少,浓度降低。显然示
电泳涂料涂装的特点
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1188次
电泳涂料是一种典型的环保型水性涂料。二十世纪中期美国汽车工业首先在汽车车身涂装线上采用电泳涂料,使这一环保型水性涂料的应用取得突破性的进展。由于电泳涂料在实际应用中显示出高效、优质、安全、环保、经济等优点,受到世界各国涂料涂装界的高度重视。随着新型电泳涂料的开发,尤其是1997年开发成功阴极电泳涂料和相配套的涂装技术,电泳涂料的应用在汽车工业中迅速普及。据市场统计,在1965年世界汽车工业仅有1%的汽车车身涂装采用电泳涂料(阳极电泳涂料)。而现今已有90%以上的汽车车身涂装线上采用了耐腐蚀性能优异的新型阴极电泳涂料。同时电泳涂料的应用也随之渗透到建材、轻工、农机、家用电器等工业领域。电泳涂料的推广应用,也带来了许多有待研究和解决的新问题。电泳涂料在
电泳涂料及其性能测试方法有哪些
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1202次
电泳涂料及其性能测试方法有哪些,下面的资料包括电泳漆固体份的测定电泳漆PH值的测定电泳漆电导率的测定电泳漆消泡性测定电泳漆库仑效率测定电泳漆泳透力的测定电泳漆水平面沉积效果的测定等10多项的测定方法,有需要的可以下载回去看看。http://www.haocoat.com/forum.php?mod=viewthread&tid=697
电泳涂装后冲洗工序简介
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1288次
为回收被涂物表而的浮漆和洗净被涂面.电泳后冲洗包括下列各步骤:(1)在电泳槽出[j处J1循环超滤(uF)液、新鲜去离子水或新鲜UF喷洗.1~2排喷洗管;(2)第—道循环UF液喷洗300;(3)在循环UF液中全浸泡浸洗。涂膜外观要求不高.无流痕或外形结构不复杂的被涂物,可省去此步骤;(4)第二道循环uF液喷洗30s(5)用新鲜UF液喷洗.1~2排喷冼管(B)沥液至少60rain;(7)循环击离子水喷洗30s(B)循环击离子水中全浸泡浸洗。涂膜外观要求不高,无流痕或外形结构不复杂的被涂物,可省去此步骤;(9)新鲜去离子水喷洗.1~2捧喷洗管。在工业发达国家.已采用反渗透(Ro)技术,处理uF液后取代去离子
电泳涂装工序简介
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1134次
本工序是将被涂物浸入电泳槽液中,按规定的涂装条件通直流电,待一定时间使槽液中的成膜物质电泳、沉积到接地的被涂物表面,随后从电泳槽中取出电泳好的被涂物送往后冲洗。电泳涂装条件(槽液的加热残分、pH值、温度、电泳电压和电泳时间等)与所选用的电泳涂料的品种有关.蛐品种不同而异。电浊电压和时间与所用电泳涂装设备的结构、城涂物的大小、材质、结构、极间距等有关。这些条件一般在电泳涂装线的工艺和设备设计时给予保证。根据被涂物的涂装技术要求改变某些工艺参数.在一定范围内适当调整电泳涂装条件.以获得稳定的电泳涂层质量调稀电泳涂料和淆}先.必须刚标准去离子水.其电导为l0.uS/c。m以下.如果电导高于25/cm.可能会对槽液造成?亏染。电泳槽液是有机物的水溶液或乳液.顽不断更新才能保持
行业排行
热门文章