电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第223页
前处理表面调整工艺
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1283次
表面调整表面调整的目的是促使磷化,形成晶粒细致、密实的磷化膜,以及提高磷化速度。表面调整剂主要有两类,一种是酸性表调剂,如草酸,另一种是胶体钛。两者的应用都非常普及,前者还兼有除轻锈(工件运行过程中形成的“水锈”及“风锈”)的作用。在磷化前处理工艺中,是否选用表面调整工序和选用哪一种表调剂都是由工艺与磷化膜的要求决定的。一般原则是:涂装前打底磷化、快速低温磷化需要表调。如果工件在进人磷化槽时已经二次生锈,最好采用酸性表调。
前处理中和工艺
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1405次
中和中和的目的是中和掉工件上的残酸,使清洗更加干净,根据工件形状、输送方式、工房间距离等实际情况,选择采用中和或不采用中和工序。中和大部分是使用低浓度的纯碱或烧碱水溶液,浓度一般在2%以下。
前处理除锈工艺
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1603次
前处理除锈工艺主要有化学除锈和机械除锈两种方法。1.化学除锈 酸洗除锈、除氧化皮的方法是工业领域应用最为广泛的方法。利用酸对氧化物溶解以及腐蚀产生氢气的机械剥离作用达到除锈和除氧化皮的目的。酸洗中使用最为常见的是盐酸、硫酸、磷酸。硝酸由于在酸洗时产生有毒的二氧化氮气体,一般很少应用。盐酸酸洗适合在低温下使用,不宜超过45°C,使用浓度10%〜45%,还应$入适量的酸雾抑制剂。硫酸在低温下的酸洗速度很慢,宜在一中温使用,温度50〜80°C,使用浓度10%〜25%。磷酸酸洗的优点是不会产生腐蚀性残留物(盐酸、硫酸酸洗后或多或少会有cr、SO?—残留),比较安全,但磷酸的缺点是成本较高,酸洗速度较慢,一般使用浓度10%〜40%,处理温度
前处理除油脱脂工艺大全
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 4335次

除油脱脂金属工件在进行磷化处理之前,首先要除去工件表面的油脂、污物和锈。工件表面的油污含动植物油和矿物油,动植物油又称为可皂化油,用热的碱液就可以进行皂化并除去,而矿物油(工件上的防锈及拉延油等)不能进行皂化,只能靠清洗液的机械冲刷及清洗液中的表面活性剂(乳化剂)乳化并分散到清洗液中。因此良好的金属清洗剂包含碱性物质及表面活性剂。碱性物质又包括强碱型和弱碱型,清洗剂中采用了强碱型物质,虽然对脱脂具有较好的效果,但在金属表面上会产生钝化,而使下一步磷化处理难于进行,磷化前必须用表面调整剂进行表调。对含铝、锌的工件,建议不要采用强碱型清洗剂。除油后的工件如果表面有锈,要进行除锈。少量的锈可在除油之前用砂纸打磨除去,大量的锈必须采用酸洗除去。酸洗剂一般采用无机酸,如
前表面处理工序
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1295次
前表面处理工序金属表面在涂漆之前要进行一系列表面处理。一般来说,为了获得优质的电泳涂膜,通常可采用以下两种典型前处理工序。①对于钢铁工件,表面处理常用功能性工序为:除油、脱脂、除锈、中和、表调、磷化、钝化。②对于铝及铝合金工件,表面处理常用功能性工序为:化学除油、化学氧化、钝化、脱水千燥。按照工件与表面处理材料的接触情况,表面处理方式主要有如下两种。①浸式处理(图4-1);②喷式处理(图4-2h处理工艺可以根据产量、工件的复杂程度及涂漆质量的要求进行合理的安排和删减。
涂装前表面处理的意义
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 3752次
涂装前表面处理的意义清除金属工件表面上的所有污物(如油污、铁锈、氧化皮、灰尘、型砂、焊渣、盐碱斑等)和用化学的方法生成一层有利于提高工件防腐蚀性能的非金属转化膜的处理过程统称为金属表面处理。表面处理是电泳涂装的主要工序之一。表面处理质量的好坏,直接影响到电泳涂装后漆膜质量和工件的使用寿命,因此必须高度重视。一、涂装前表面处理的目的清除被涂物表面的油脂、油污、腐蚀产物、残留杂质物等,并赋予表面一定的化学、物理特性,以增加涂漆层附着力,增加被涂物的保护性和装饰性。涂装前表面处理的重要性在于提供一个清洁的涂漆表面,提高油漆涂层的附着性,生成的一层不导电的非金属的化学转化膜,也可以提高涂层的防腐蚀能力(提高一倍以上)二、涂装前表面处理的分类1.按处理方法分类机械法(
阴极电泳中的阳极系统
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1678次
汽车涂装技术:阴极电泳中的阳极系统摘要:介绍了轿车阴极电泳中阳极系统的组成及其设计选型的原则。详细分析了阳极管的选材、构造、性能及其维护保养技术,阐述了常见典型问题的解决措施。关键词:阴极电泳;阳极;阳极管;杀菌0前言阴极电泳是轿车车身制造普遍采用的涂装工艺,它是提高车身使用寿命(耐腐蚀性)的主要手段。在阴极电泳中,所采用的电泳涂料是阳离子型(带正电荷)的树脂和颜料浆,被涂物(车身)作为阴极。在阴极上的最初反应是水电解形成氢气和氢氧根离子(OH-),这一反应致使阴极表面产生高碱性界面层,使带正电荷的粒子在阴极上凝集,阳离子(树脂和颜料)与氢氧根离子(OH-)反应产生涂膜沉积。在阳极区不断产生有机酸:这些酸如不及时除去,就会进入槽液使pH值下降,影响工艺参数的稳定,影响泳透力及涂膜性能,再溶
阳极系统在阴极电泳中的作用
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1557次
阳极系统在阴极电泳中的作用电泳是轿车车身制造普遍采用的涂装工艺,它是提高车身使用寿命(耐腐蚀性)的主要手段。在阴极电泳中,所采用的电泳涂料是阳离子型(带正电荷)的树脂和颜料浆,被涂物(车身)作为阴极。在阴极上的最初反应是水电解形成氢气和氢氧根离子(OH-),这一反应致使阴极表面产生高碱性界面层,使带正电荷的粒子在阴极上凝集,阳离子(树脂和颜料)与氢氧根离子(OH-)反应产生涂膜沉积。在阳极区不断产生有机酸:这些酸如不及时除去,就会进入槽液使pH值下降,影响工艺参数的稳定,影响泳透力及涂膜性能,再溶解性增大。除去槽液中游离酸的办法有两种:添加未中和或部分中和的阴极电泳涂料和采用阳极隔膜系统。一般常用阳极隔膜系统法,尤其是在大型阴极电泳涂装线上。1阳极系统的组成阳极系统包含阳极液系统和
阴极电泳涂装系统中的阳极系统
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 2220次
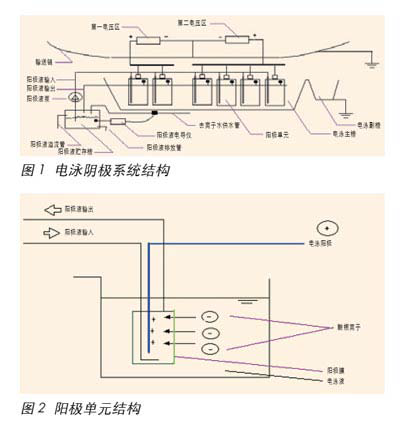
阴极电泳涂装系统中的阳极系统对阴极电泳涂装工艺而言,若要在生产过程中获得优质的电泳漆膜,必须确保槽液pH值和电导率的稳定。而在阴极电泳涂装工艺中,阳极系统正是扮演稳定槽液pH值和电导率的角色。阴极电泳的阳极反应通常电泳阳极系统的要素有:阳极单元、阳极液槽、阳极泵、电导仪、流量计、压力表、阳极液供应及返回管路、阳极液溢流及排放管路等等。阴极电泳涂装的阳极系统如图1。在阴极电泳涂装过程中,当带正电荷的树酯阳离子在工件上沉积时,在电泳槽液中会不断有有机酸根离子(醋酸根离子、甲酸根离子)和氯离子生成(有机酸根离子来源于电泳漆,氯离子来源于固化剂),并相应在槽液中积聚。当有机酸根离子在槽液中聚积过多时将直接导致pH值降低和电导率的增高,从而影响电泳漆膜的质量和外观(例如在电泳漆表面产生条印,漆膜
阳极系统在阴极电泳中的应用及维护
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1798次
阳极系统在阴极电泳中的应用及维护对阴极电泳涂装工艺而言,若要在生产过程中获得优质的电泳漆膜,必须确保槽液pH值和电导率的稳定。而在阴极电泳涂装工艺中,阳极系统正是扮演稳定槽液pH值和电导率的角色。随着汽车工业的发展,汽车涂装技术也同步发展到新的平台。就耐蚀性而言,由最初的汽车钢板的简单防锈技术,到20世纪70至80年代的阳极电泳技术,完成了从简单加工到技术较为先进的批量生产组织,实现了涂装技术的第一次飞跃;进入到九十年代后期,一种新理念的阴极电泳涂装在短期内普遍代替了阳极电泳涂装,与第三次工业技术革命成果渗入的自动旋杯静电喷涂技术一起,构成了涂装技术的第二次飞跃,实现了高产能的转化。对于阴极电泳涂装工艺而言,若要在生产过程中获得优质的电泳漆膜,必须确保槽液PH值和电导率的稳定。而在阴极电泳
行业排行
热门文章

湘公网安备 43122202000176号