电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第225页
PPG涂料附着力性能测试
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1222次
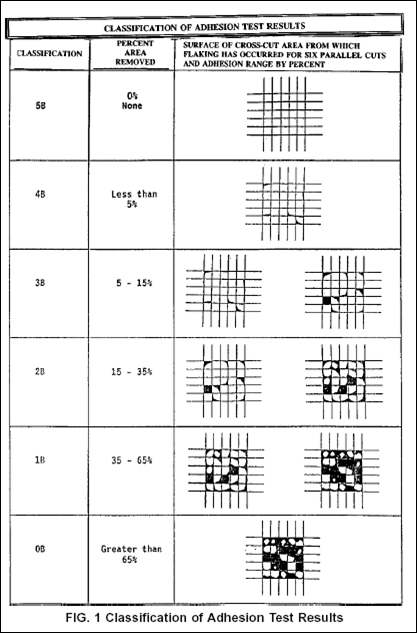
PPG涂料附着力性能测试测试工具:§百格刀§划格器§胶带(3M250)§橡皮擦§毛刷 涂料性能测试--附着力测试方法:1)切割工具刀刃垂直于样板表面,刀口与样板表面呈15-30度角作平行切割;2)纵横交错划切各6条间距为2mm的划线。在一个恒定运动下,保证所有划线都约2cm长;3)划毕用软刷轻轻刷去掉落的漆膜碎片;4)将胶带覆盖并轻压在切割格上,确认与涂膜接触良好,用橡皮压实胶带;5)在90+/-30秒内,抓住胶带尾段,以接近180度角的方向反向快速撕去胶带;6)目视检查划格区域,观察涂料从素材或者底漆的脱漆状态;评判标准:5B GOOD好4B3B2B1B0B &
PPG涂料性能测试 -- 光泽和干膜厚度
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1134次
今天介绍的是PPG涂料性能测试--光泽和干膜厚度测试项目仪器型号照片光泽GlossMeter光泽仪BYKMODEL4520干膜厚度CoatingThicknessGauge膜厚仪FISCHERMMS
PPG涂料性能测试 -- 颜色
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1277次
今天来简单的说一下PPG涂料性能测试--颜色 测试项目仪器型号照片颜色Spectrophotometer分光光度仪MinoltaCM-2600d X-RiteSP64
PPG测试项目及方法来源
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1735次
今天我们来介绍一下PPG涂料性能测试方法培训的一些内容,这些资料是从网上收集的,下面先来看一下PPG测试项目及方法来源测试项目方法COLOR颜色ASTMD1729GLOSS光泽ASTMD523THICKNESS漆膜厚度 ADHESION附着力ASTMD3359-02FILMHARDNESSBYPENCILTEST铅笔硬度ASTMD3363SOLVENTANDCHEMICALRESISTANCE耐化学品性ASTMD4752NORMANABRASION/CURE耐磨性ASTMF2357DIRECTIMPACK抗冲击性ASTMD2794MAND
漆雾凝聚剂使用说明
发布 : 涂装助手 | 分类 : 电泳漆产品 彩色电泳漆 | 评论 : 0人 | 浏览 : 1556次
漆雾凝聚剂使用说明AB-003漆雾凝聚剂(液体)、AB-005漆雾凝聚剂(粉状)漆雾凝聚剂适用于水旋喷漆室之环境控制,防止循环水泵、滤筛及喷咀之塞。并具有将过喷漆雾凝聚成酥松团块漂浮水面易于撇支,喷漆室循环水变可长期使用。质量指标按《Q/320585THX06-2003》标准施行。1、主要技术指标1.1、有效碱度:>50度1.2、漆雾去除效率:>90%1.3、有机溶剂去除率:>90%1.4、漆渣上浮率:>65%,漆渣呈酥松蜂窝状结状,不带粘性。1.5、水池沉渣:含无机颜料、成稀泥状、无粘性。2、工艺条件:2.1、AB-003或AB-005漆雾凝聚剂2kg/1000L循环水,缓缓加入喷漆室循环水中。2.2、补充量与喷漆方式有关,一般计算为每使用20kg色漆消耗2kg(A
电气控制系统设计说明
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1410次
电气控制系统涂装生产线采用分期设置、集中控制方式。该生产线中设有:电泳及电泳后水洗控制柜、前处理控制柜、电泳烘干固化控制柜,面漆涂装控制柜它们分别对前处理、电泳底漆烘道、喷漆室输送机进行控制。在生产线的各主要工作设置急停按钮,以便于工作过程中进行操作。各加热工位的温度控制均采用数显式自动控制仪,工作时显示各加热点温度的同时进行精确的自动控制。电气设备的设计、选型、制造、安装等均应符合国家的有关标准。电气控制柜表面整齐、外形美观、面板布局合理,便于观察和操作。选用国产推广的新系列器件,性能可靠,工艺先进。柜门把手配有锁具。各控制按钮、转换开关、仪表,指示灯等的标牌均采用打印铭牌。柜门对线、排列整齐美观,接线和走向规范,绑扎成束,做到横平竖直。如导线要拐直角,转用外弯成小园弧状。导线在各
阴极电泳底漆面漆用轻型悬挂输送机设计说明
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1146次
阴极电泳底漆面漆用轻型悬挂输送机本阴极电泳底漆面漆涂装生产线悬挂输送机选用XTQ200型轻型悬挂输送机,输送机节距:200mm,单点吊重:30kg。[工艺速度:(1)阴极电泳线V=2.1m/min (2)面漆线V=1.6m/min调速方式:无极调速,驱动装置调速电机功率为4kw/台输送机长度:(1)阴极电泳线为325M长,阴极电泳线输送机采用双驱动单张紧装置设计;(2)面漆涂装线为207M长,面漆输送机采用单驱动单驱紧装置设计,运行平稳,无明显爬行现象。
三行程桥式燃煤间接加热导热油换热热风循环钢圈面漆烘道设计说明
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1143次
(四)三行程桥式燃煤间接加热导热油换热热风循环钢圈面漆烘道 1、本烘道为节约能源,加热方式采用燃煤导热油间接加热钢铝复合翅片浮头结构式散热器换热,烘道设计的长期连续工作使用温度为常温60-145℃±5℃之间,最高工作温度超过150℃。2、烘干烘道炉外形尺寸为:长×宽×高=36000×4000×2250。烘道外壁板为一次机压成形的彩色压形板制造,内壁板采用δ=1.0镀锌板,内壁板连接方式采用当前最先进的插板拼装结构,现场拼装,方便快速,烘道骨架采用120×120×5的方通管,烘道内支骨架采用50×50×3、30×30×3的方通管及4#角钢,烘道保温层保温壁板厚为l20mm,保温材料为岩棉。3、烘道热风发生炉采用燃煤导
上送风下抽风水帘式钢圈喷漆室设计说明
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1448次
(三)上送风下抽风水帘式钢圈喷漆室(2套)面漆喷漆室、罩光喷漆室各1套采用水帘水洗喷漆室结构来捕捉和除去废漆雾,漆雾捕捉率达95%以上。喷漆室主要由室体、水循环系统、送抽风系统等组成。该室由碳钢120×120×6的方通管作为主骨架,60×60×4的方通管作为支骨架,δ=1.2的镀锌板作为壁板组成,喷漆室正面设有观察窗,房内工人喷漆作业一目了然,室体的上侧面设有3组4×36W涂装专用灯箱,其照明度不低于600Lux。喷漆室内喷漆操作中含漆雾的空气经水幕的水帘洗涤后,其中95%以上的漆雾将被水吸附到循环水槽中,被水吸附掉漆雾后的空气由抽风机经气水分离器后排出到车站是外高空。水循环系统水泵装置由漆水过滤分离器、供水泵,供水管道调节阀门,水槽过滤设施,分离后的干净水再由水泵继续循环使用,水
擦净室 阴极电泳涂装工艺主要配置设备的技术说明
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1255次
(二)擦净室(1套)擦净室的制造材料:主骨架采用10#方通钢管,分支架采用6#、5#方通管,壁板采用δ=1.0镀锌板。擦净室两则设大面积δ=5的钢化采光玻璃,两侧面各配2组3管涂装专用灯箱。擦净室不设任何排抽风系统,擦净室内配一套无油无水压缩空气吹净喷枪,擦净室顶前侧面采用1台T40-6#型轴流风机对擦净室进行抽风,抽风量为13900m3/h,全压为214Pa,风机电功率1.5kw。
行业排行
热门文章

湘公网安备 43122202000176号