电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第264页
表面处理:喷砂清理喷砂机
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1325次
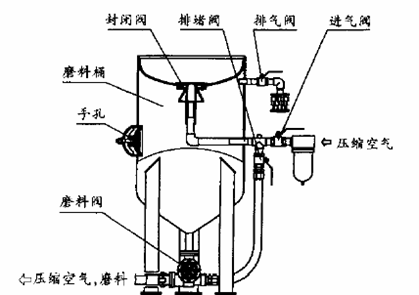
喷砂机按磨料在喷砂软管内的流动方式,喷砂机分为吸送式和压送式两大类。压送式喷砂机是最为常用的清理机械。压送式喷砂机包括砂缸、空气软管和接头、喷砂软管和接头、喷嘴、阀件、控制器件等。最初的压送式喷砂机都是由人工控制的,即喷丸机的工作状态(停机或关机)必须由喷丸人员以外的人员控制(见下图)。 遥控式喷砂机能使喷砂人员对喷丸机实现远距离控制,使喷砂人员的人身安全有了保证(见下图)。
表面处理:喷砂清理
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1352次
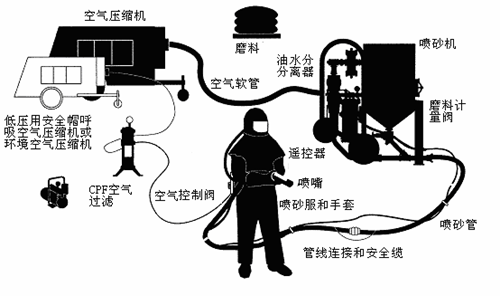
喷砂系统开放式喷砂处理使用压缩空气将磨料从喷砂机中喷射出去,在需要清理的表面形成巨大的冲击力,除去锈、氧化皮和其它杂质等。喷砂的整个系统构成可以参考下图:喷砂系统的基本构成如下:(1)空气压缩机:提供足够的空气量和空气压力(2)油水分离和空气干燥设备:减少由于水分带来的中断麻烦(3)空气管:尺寸要大,维护其压力输送(4)喷砂机:有容量、控制阀和管系构成,保证高效的生产效率(5)磨料计量阀:稳定和均匀的流砂(6)遥杆控制:用于安全有效的工作(7)喷砂管和连接:合适的管径尽量减小摩擦损失(8)喷嘴:与压缩机输出相匹配(9)操作者安全设备:要由国家职业安全和卫生研究所认可(10)
表面处理:动力工具打磨
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1648次

动力工具基本与用于手动工具清理的工具相似,但要使用诸如电或压缩空气等能源。动力工具可以除去所有松散的氧化皮,铁锈,旧漆膜和其他有害物质,但是不能除去附着牢固的氧化皮,铁锈和旧漆膜。动力工具除锈在SSPC中有两个级别,SP3和SP11。SP3要求表面没有松散的氧化皮、锈蚀,漆皮和其它杂物。SP11则要求裸露出金属本色,级别更高,除了以上要求外,还要求表面有一定的粗糙度至少达到25μm。在ISO8501-1中则只是规定St3,要求处理过的钢材表面裸露出金属光泽,而没有对粗糙度作出要求。旋转丝刷不能除去氧化皮,焊接飞溅物等。它对松动浮锈及其它附着在止的杂物有效。使用钢丝刷会产生光滑的表面,从而会影响涂料的附着力。旋转钢丝刷还容易将油和油脂散布在表面上。砂纸盘砂
表面处理:手动工具打磨
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1437次

进行手工打磨是钢铁表面进行清理的较为古老的方式,它适用于那些不需要进行喷砂处理的小面积部位。手动工具清理是一种使用非动力工具处理钢板表面的一种方法,相应的处理标准有SSPCSP2和ISOSt2。手动工具清理除去所有松散的氧化皮,锈,油漆和其他有害的外来物质。这种方法不能除去粘附的氧化皮,锈和油漆。如果氧化皮,锈和油漆不能用钝刮刀铲起,则被认为是粘附的。如果有些检查人员使用锋利的刮刀,则被认为是不符合标准的常用的工具有砂纸、无纺砂盘、钢丝刷、气锤、凿子等。这些工具的选用取决于环境和具体使用部位。在涂装维修作业中,手动工具可以显出它的优点。它可以有针对性对锈蚀部位进行处理,除去锈蚀和缺陷涂层。手动工具的使用费用低廉,可以很好地完成涂层的维修处理,它可以在狭小部位施工
表面处理:SSPC/NACE
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1753次
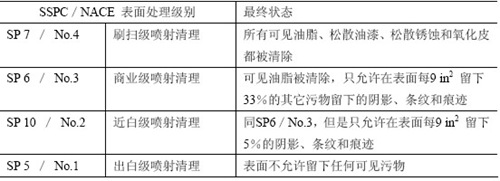
美国钢结构涂装协会SSPC(SteelStructurePaintingCouncil)和美国国家腐蚀工程师协会NACE(NationalAssociationofCorrosionEngineers)NACE和SSPC联合制订并颁布了新的表面处理标准SSPC/NACE,广泛应用于北美地区和世界各地。NACE并没有手工和动力工具除锈的标准。钢材的原始状态状态A:表面覆盖附着牢固的氧化皮,很少或没有锈蚀状态B:表面完全覆盖有氧化皮和锈蚀状态C:表面完全覆盖有锈蚀,很少或没有可见坑蚀状态D:表面完全覆盖锈蚀和可见坑蚀状态G:涂料系统(多道涂层)施工在氧化皮覆盖的钢板表面注:状态A到D说明了没有被涂漆的钢材表面,状态G
表面处理:ISO 8501
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1969次
ISO8501-1:1988用手工动力工具,例如用手工铲刀、钢丝刷、机动钢丝刷和打磨机械等工具进行的表面预处理,以字母“St”表示。手工和动力工具清理前,任何厚的锈层应予以铲除,可见的油脂和污垢也应予以清除。手工和动力清理后,表面应清除浮灰和碎屑。本标准不设预处理等级St1级,因为达到这个等级的表面不适于涂装。St2彻底的手工和动力工具除锈在不放大的情况下进行观察时,表面应无可见的油脂和污垢,并且几乎没有附着不牢的氧化皮,铁锈、油漆涂层和异杂物。参见照片BSt2、CSt2和DSt2。St3非常彻底的手工和动力工具除锈同St2,但表面处理要彻底得多,表面应具有金属底材的光泽。参见照片BSt3、CSt3和DSt3。以喷射清理方式进行
表面处理:钢材的原始锈蚀程度
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1458次

ISO8501-1:1988,将未涂装过的钢材表面原始程度按氧化皮覆盖程度和锈蚀程度分为四个等级,分别以A、B、C、D表示,并有相应的照片对照。A大面积覆盖粘着的氧化皮,而几乎没有铁锈的钢材表面 B已开始锈蚀,且氧化皮已经开始剥落的钢材表面 C氧化皮已因为锈蚀而剥落或者可以刮除,但在正常视力观察下仅见到少量点蚀的钢材表面 D氧化皮已因锈蚀而剥离,在正常视力观察下,已可见普遍发生点蚀的钢材表面
表面处理:标准概述
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1659次
在判断表面处理的程度时,我们要引用很多的标准。在实际工作中经常会遇到的表面处理标准主要有: (1)GB8923-88GB8923-88是我国的国家标准,等效采用于ISO8501-1:1988。(2)ISO8501:1988ISO8501则是现在普遍采用的国际标准,它建立于瑞典标准SIS055900的基础之上,并且取代之,标准中的照片和定义、描述得到了最大程度的保留。(3)SIS055900:1967瑞典标准SIS0559001967,该标准最早由瑞典腐蚀研究所、美国测试和材料协会(ASTM)和钢结构涂装协会(SSPC)联合制定,是表面处理中影响最大的标准。现在已经与ISO8501相合并。(4)S
表面处理的对象
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1210次
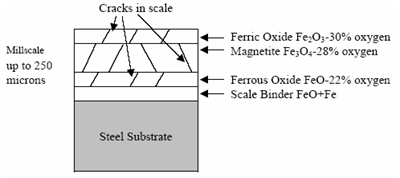
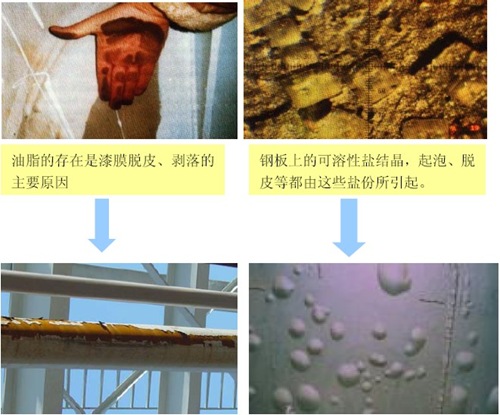
根据不同的处理对象,所采取的方法也有区别。(1)氧化皮氧化皮似乎保护着钢材,实则上并不可信任。它的表层为化学性质较稳定的Fe2O3,中层是Fe3O4,紧帖金属的为FeO,在水和氧的作用下,很容易生成氢氧化物。加上外界温度的变化,机械作用等,氧化皮会很快剥落。各种氧化皮相对裸钢而言是阴极。腐蚀发生在阳极表面上,钢板遭受腐蚀。除去氧化皮最好的方法是喷砂处理。(2)铁锈铁锈是松散物质,往往截留了湿气,氧气,锈蚀产物还经常含有可溶性盐。可以采用打磨,喷砂等方法除去铁锈。(3)可溶性盐硫酸铁、氯化亚铁等可溶性盐不仅直接破坏着涂层,引起渗压起泡,附着力差等,它还是一种催化剂,会加剧腐蚀。除去可溶性盐的最好方法进行高压淡水冲洗,表面不平以及有缝隙的旧漆膜
表面处理的目的
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1444次
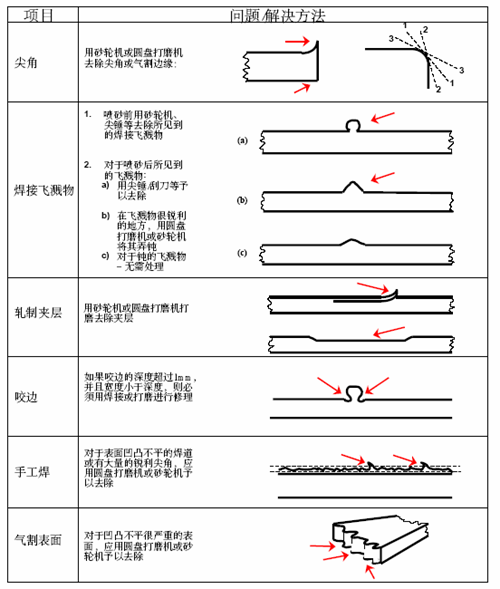
实际经验表明,大部分的涂层缺陷都是来自于不良的表面处理。任何涂料在处理不良的表面上都无法发挥其最佳性能。在锈蚀、油污表面涂漆,无论是时间上还是金钱上,都是极大的浪费。高等级的表面处理质量将会延长涂料的寿命。表面处理包含以下三个目的:(1)结构处理:对于底材本身必须进行一定的处理,如锐边的打磨倒角的磨圆,飞溅的去除,焊孔的补焊及磨平。(2)表面清理:除去表面上对涂料有损害的物质,特别是氧化皮,铁锈,可溶性盐,油脂,水分等。(3)表面粗糙度:表面粗糙度增大了对涂层接触表面,并有机械吻合作用,提高了涂层对底材附着力。粗糙度不能过大,否则在波峰处往往引起厚度不足,引起早期点蚀。
行业排行
热门文章

湘公网安备 43122202000176号