电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第278页
阴极电泳漆槽液固化份异常的原因及解决方法
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1158次
阴极电泳漆槽液固化份异常的原因及解决方法固化份NV值降低〖伴随漆膜厚度、K值下降,UF液流量增加〗a.原漆补给不足a.根据耗量,及时补给原漆b.UF液漂洗系统回流入槽失衡,导致槽液体积增加b.检查UF液贮槽液位,控制0次喷淋和超滤液回流速度c.槽液流失c.检查系统中有否泄漏,包括转移贮槽。d.槽液液位太高d.降低纯水补给速度备注:在上述情况下,只要槽体的容量允许,固体份可以通过加入原漆来恢复;如果槽液位太高,可能必须排放部分UF液。固化份NV值升高〖伴有膜厚、K值增加,UF液流量下降〗a.原漆加入量过大a.
阴极电泳漆槽液电导率异常的原因及解决方法
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1613次
阴极电泳漆槽液电导率异常的原因及解决方法电导率下降〖伴有膜厚下降和电沉积效率下降〗a.UF液排放过量,包括UF液的意外损失a.停止UF液排放,并监测电导率;排除意外损失故障b.NV值太低b.补足NV值在工艺范围之内电导率K值上升〖伴有膜厚增加,电流密度增加,出现针孔,水迹或网纹甚至漆膜被击穿〗a.UF系统故障a.尽快恢复UF系统正常工作,增加UF液排放量b.槽液中游离酸含量增加b.降低阳极液电导率,排放UF液c.NV值太高c.停止补漆d.槽温及测试温度偏高d.加强槽温控制;规范测试方法
阴极电泳漆槽液pH值异常的原因及解决方法
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 2255次
阴极电泳漆槽液pH值异常的原因及解决方法pH值下降〖伴有膜厚下降,MEQ值、K值上升〗a.阳极液泄入槽液a.检查阳极系统工作状况正常否b.中和剂加入过量b.停止中和剂加入;并随时检测pH值c.阳极液电导率过高c.阳极液贮槽中加入纯水,并监测阳极液的电导率备注:在上述各种情况下,pH值均可通过加入高pH值原漆及增加超滤液排放来提高。处理时,必须同时检测MEQ值和电导率。pH值上升〖通常伴有膜厚增加,易起针孔、超滤速度下降和MEQ值的下降〗a.阳极液排放过量a.减少极液排放,适当提高阳极液的电导率b.UF液排放过量b.停止排放,监控pH、K、MEQ值,当pH正常时,以较少速度排UF液
阳极电泳漆漆膜粗糙的原因及解决方法
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1246次
阳极电泳漆漆膜粗糙的原因及解决方法漆膜粗糙〖电流密度定得太高引起热破裂〗a.涂装电压过高a.降压至泳涂要求b.漆温过高b.降低槽温c.涂装速度过快c.降压、降温之外,pH值、电导率也应作相应降低d.磷化膜不均匀d.消除磷化不匀
电镀车间固定槽导电装置的选择
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1187次

导电装置主要指导电极杆。其作用是在固定槽中悬挂零件和极板,并向其输送电流。它可用紫铜、黄铜、铝或钢铁制成。支撑在槽口的绝缘支座上,由汇流排或软电缆连接到直流电源上。导电极杆与电源连接的方式,常见的有两种:一种是用软电缆直接通过接线夹固定在导电极杆一端;另一种是将导电极杆放在槽端导电座的凹口上,导电座再与电源电缆或汇流排相连接。1)极杆的长度极杆的长度可根据槽体长度确定。由于极杆用绝缘夹片固定安装在镀槽的上边并留有与导电线连接的一段长度(约50mm),因此,每根极杆的长度应大于槽体长度的外部尺寸。如采用阴极往复移动装置,则极杆长度还要加上往复移动的距离(一般为100mm以上)。2)极杆的截面积对导电极杆的要求是:能通过镀槽所需的全部电流而不至于温度过高,能承受住装
电镀车间固定槽衬里的材料
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1114次
为了使槽体不受各种镀液的腐蚀,同时为了防止漏电,用钢板焊制的槽体的内部须衬以各种防腐蚀材料,称为镀槽衬里。衬里材料很多,有硬聚氯乙烯、软聚氯乙烯、钛、橡胶、聚苯乙烯、聚乙烯、有机玻璃及玻璃钢等。下面介绍几种常用的衬里材料及施工方法。1)聚氯乙烯塑料聚氯乙烯塑料分为软、硬两种,作衬里一般使用软塑料。它在室温或低于50℃时,除.强氧化剂(如浓度超过50%的硝酸、发烟硫酸等)外,能耐各种浓度的酸、碱、盐类溶液的腐蚀,并具有一定的机械强度,常用作常温、中温(60~70℃)条件下大、中、小型固定槽的衬里。软聚氯乙烯塑料衬里主要是采用粘贴的方法衬在钢槽及其他壳体内,一般是先焊好再套人槽体中,对大型槽,可先焊成几大部分,然后再套入槽内组焊,焊缝应尽量减少。衬里制作安装好以后,可向槽内注水静置
电镀车间固定槽的结构
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1174次
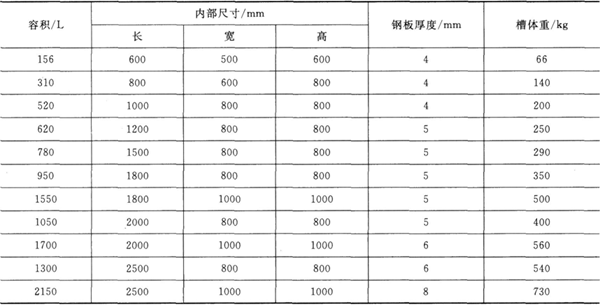
固定槽是储存溶液的容器,它是电镀车间中主要的工艺设备。不同的电镀方式如挂镀?滚镀和浸镀等都离不开固定槽。所有的电镀工艺如化学镀、氧化、磷化和镀前处理的清洗、中和、化学抛光、电化学抛光、酸洗、除油,以及镀后处理中的出光、钝化、着色、清洗{等,也都是在固定槽中进行的。固定槽的结构固定槽结构主要包括槽体、槽液加热装置、槽液冷却装置、搅拌装置和导电装置等。(1)槽体槽体也称为槽身或槽壳,是整个固定槽的主体。槽体有时直接盛装溶液,有时作衬里酶基体或骨架。对槽体的基本要求是不渗漏并具有一定的刚度与强度,以免由于槽体变形过犬{造成衬里层的破坏。制作槽体的材料可用钢板、硬聚氯乙烯板、聚丙烯板等,也有的使用钛{板,小型槽体还可以用有机玻璃板制作。具体使用的材料可根据储存溶
阳极电泳漆UF液流量下降的原因及解决方法
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1319次
阳极电泳漆UF液流量下降的原因及解决方法UF液流量下降a.磷酸盐残留物带入槽液a.确保减少工件磷酸盐残留物,滴水电导率≤50μs/cmb.pH值低,树脂不稳定引起隔膜堵塞b.中和剂调整,清除隔膜堵塞c.流经超滤器隔膜的速度太小c.检测确保隔膜内的流动速度在设计指标范围内d.槽温太高,颗粒杂质污染d.控温,检查过滤装置工作情况e.漆液温度降低(下降2℃超滤速度衰减约3%)e.调整槽温在工艺要求范围内
阳极电泳漆膜膜厚增加的原因及解决方法
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1224次
阳极电泳漆膜膜厚增加的原因及解决方法膜厚增加a.pH值偏低;槽温偏高a.调整pH;槽温至工艺要求范围b.NV值,K值偏高b.调整NV值,K值至工艺要求范围c.电泳时间太长/链速下降c.降低电压、调整操作参数,或调整阴极面积d.阴极液K值过高d.调整降低极液K值e.电压过高e.降低施工电压f.工件泳涂面积减少f.相应减少入口端阴极板面积g.漆液熟化不够,不稳定g.控制UF液的排放,监测电导率和溶剂含量在要求范围
阳极电泳漆膜膜厚下降的原因及解决方法
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1206次
阳极电泳漆膜膜厚下降的原因及解决方法a.pH值偏高a.调整pH值,方法参见前述b.槽温过低b.调控槽温在工艺范围之内c.溶剂含量低c.调整至工艺范围之内d.NV值低d.调整NV值在工艺范围之内e.K值低e.控制UF液的排放来调整f.电泳时间短/链速增加f.增大电压并调整操作参数g.阴极有效面积不足g.增加阴极面积h.阴极液K值偏低h.控制极液电导率在适当范围内i.错误的电连接i.清洁、检查并保持接插件状态良好连接正常j.电压低j.增大电压并监测电流密度k.磷化膜太厚k.调整、降低磷化膜(沉积量
行业排行
热门文章

湘公网安备 43122202000176号