电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第282页
不合格阳极氧化膜的退除
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1432次
不合格阳极氧化膜的退除对于精度要求高的零件可采用磷酸H3P04(相对密度l.7)35mL/L,铬酐Cr0320g/L,温度70~90℃,退净为止;对于粗糙零件可采用氢氧化钠NaOH30~50g/L,温度50~60℃,退净为止。
铝及铝合金阳极氧化工艺
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 2061次
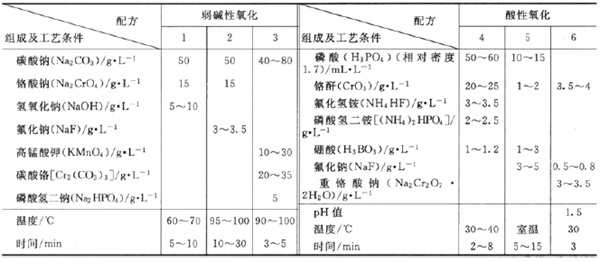
铝及铝合金阳极氧化工艺铝及铝合金的化学氧化是在含有氧化剂的弱酸性或弱碱性溶液中进行,在弱碱性溶液中A13+与溶液中的OH-形成可溶性的Al00H,而后转化为难溶的r一Al203·H20附着在铝及铝合金的表面;在含有磷酸、铬酸和氟化物的弱酸性溶液中,Al与H3P04、Cr2072-反应生成Al203及AlP04、CrP04薄膜。 由化学反应生成的膜厚达一定值(0.5~4μm)时,由于膜无松孔,阻碍了溶液与基体金属的接触,使膜生长停止,为了保持一定的孔隙,使膜继续增厚,需向溶液中加入弱酸或弱碱,所以酸和碱是化学氧化成膜的主要成分;再者,为了抑制酸和碱对膜的过度溶解腐蚀,还向溶液中加入氧化剂铬酐或铬酸盐,使膜的生长和溶解保持一
铝合金氧化与着色
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1373次
铝是银白色金属,相对原子质量26.98,密度2.7g/cm3,熔点659.8°C,标准电极电位一1.66V,纯铝的强度低,若加入适量的其他元素,如铜、镁、锌和硅等制成各种铝合金,强度大大提高,并赋予了一系列优良的性能,如较高的机械强度,优良的导热性及导电性,无磁性,密度小,腐蚀产物无毒等,因此在飞机、汽车、电器、仪表、日用品等方面,·获得广泛的应用。铝是一种两性金属,化学性质活泼,能在空气中形成一层氧化膜,但膜薄、孔隙大、不连续且机械强度较低,不能满足使用要求。用化学或电化学方法,可在铝及铝合金的表面获得几十到几百微米的氧化膜,大大提高零件的抗腐蚀能力,增强耐磨性,提高绝缘性,美化外观,并可作为涂装的底层使用。
阴极装饰性电泳涂装设备
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1301次
由于阴极装饰性电泳涂装生产线加工的产品主要为渔具配件、自行车配件、摩托车配件、工艺品、金属眼镜、装饰品、礼品、各种日用小五金配件。产品特点为:工件数量大、表面积小。这就决定了以中小型手动式阴极电泳涂装生产设备为主,故下面主要介绍国内目前最先进的、适用的、流行的中小型手动式阴极电泳涂装生产设备的有关问题。(1)挂具实践证明,在电泳涂装过程中,挂具设计、制造的好坏直接影响生产效率的高低,因此挂具设计、制造是一个至关重要的问题。电泳涂装挂具同电镀挂具有些不同,在设计、制造及使用时除满足电镀挂具基本要求外,还应着重注意以下几点。①挂具与工件必须接触可靠,导电性能良好,并且要易于拆卸和更换。挂具经电泳涂漆表面处理,其挂钩因覆盖电泳漆而被绝缘,由于阴极电泳工艺使用高电压、低
阳极电泳槽液电导率上升异常情况及处理
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1462次
阳极电泳槽液电导率上升异常情况及处理电导率上升〖伴有膜厚增加;电流密度的增加导致出现针孔;杂乱水迹、网纹;漆膜破裂〗a.超滤净化不够a.加快UF液的排放,检查超滤液的透过速度b.漆液游离碱增加b.抽查pH上升原因,采取相应措施c.NV值太高c.降低固体份d.槽温或测量温度过高d.控制槽温在工艺范围内;控制检测方法的规范e.电导率仪失准误差e.校准、重测f.补加纯水的K值太高f.控制纯水的K值在工艺要求范围内g.前处理工序带入的杂质g.加强前处理工艺控制,确保工件入槽前的滴水电导率
阳极电泳槽液电导率下降异常情况及处理
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1455次
阳极电泳槽液电导率下降异常情况及处理电导率下降〖伴有电沉积效率下降;膜厚下降〗 a.超滤净化过渡a.停止UF液排放并监测电导率 b.固体份太低b.添加原漆提高固体份 c.超滤液意外损失(如串槽或泄漏)c.排除意外故障,并停止超滤净化至电导率正常 d.测量错误d.复检
电泳漆工艺管理要点
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1346次
为确保生产的正常进行和获得稳定的涂装质量,电泳涂装生产线现场必须对槽液、涂膜质量、设备和生产环境进行严格地科学管理并做好记录。(1)阴极电泳槽液管理要点电泳槽液的维护和管理是电泳涂装施工过程中的一项重要工作,管理好坏不仅影响施工质量,也直接影响电泳涂料液的稳定性。定期检测槽液的固体分与灰分,检测频率一般为1次/周,并根据检测结果及时补加树脂与染料或颜料。定期检测槽液助溶剂的含量,由于助溶剂的消耗量较少,故检测频率一般为1次/月,并根据检测结果与电泳涂膜的外观及时调整。定期检测槽液的pH值与电导率,检测频率一般为1次/班或l次/天,并根据检测结果及时调整。注意循环搅拌系统与温度控制系统运行是否正常,并定期测量温度是否在工艺范围之内,测量频率一般为2
阴极装饰性电泳涂装操作条件
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1381次
电泳槽液是一个兼具胶体和悬浮体的多组分体系,其组分和条件的改变将影响涂料液的电化学特性,进而影响电泳涂层质量。影响电泳涂漆的因素很多,主要有施工条件(电泳电压、电泳时间、槽液温度)和槽液参数(固体分、灰分和颜基比、助溶剂、pH值、电导率)等。①电泳电压电泳电压是电泳涂装的重要工艺参数之一,可分为工作电压、破坏电压和临界电压。在工作时,能获得规定的外观与优良的涂膜厚度时的电压,称为工作电压。当超出泳涂电压一定值时,在被涂工件上的反应加剧,产生大量气体,使电泳涂膜破坏,产生异常附着,这一电压称为破坏电压。低于泳涂电压下限时,几乎泳涂不上漆膜,这一电压称为临界电压。电压对涂膜的影响很大,电压升高,电沉积速度加快,泳透力提高,涂膜增厚。这是因为当电压升高时,电场强度增加,工作漆液中带
阴极装饰性电泳涂装工艺
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1411次
(1)基本工艺流程及工序简介阴极装饰性电泳涂装工艺一般由涂装前处理、电泳、电泳后处理、烘烤四道主要工序组成。基本工艺流程为:磨光(抛光、滚光或拉丝)→上挂具→阴极电解除油(或超声波清洗机清洗)→水洗→中和→水洗→表调→磷化→水洗→纯水清洗→电泳→回收→水洗→纯水清洗→助洗→吹风(预备干燥或晾干)→烘烤→下挂具→品检→包装。①磨光(抛光、滚光或拉丝)如果基体表面粗糙、锈蚀(氧化皮)或油污较严重,必须经过磨光(抛光、滚光或拉丝)处理,否则电泳涂层易产生表面粗糙、花斑、光泽太低、火山口或针孔、缩孔、局部无涂层、起泡、脱落、耐蚀性较差等缺陷。可见电泳前的基体表面状态和清洁程度是保证电泳涂层质量的先决条件,必须认真对待。由于金属工件的材质不同,其表面状态也不一样,故应当根据基体的
电泳涂料的种类与组成
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1730次
(1)涂料的种类 电泳涂料是一种仅适用于电泳涂装法的专用水溶性(或乳化性)涂料,在水中能离解为带电荷的水溶性成膜聚合物,在直流电电场的作用下,胶体粒子泳向被涂工件表面并放电沉积析出。 按涂料品种可分为电泳底漆、底面二合一电泳涂料、电泳面漆、二次电泳等。根据被涂物的极性和所带电荷的不同,电泳涂料可分为阳极电泳涂料(阴离子树脂涂料)与阴极电泳涂料(阳离子树脂涂料)两种。 阳极电泳涂料(阴离子树脂涂料)以阴离子型树脂作为成膜聚合物,经常用的都是多羧基的聚合物,配成的槽液呈碱性,中和剂为无机碱或有机胺,如KOH、一乙醇胺、二乙醇胺、三乙胺等。目前常用的有水溶性聚丁二烯阳极电泳涂料、水溶性环氧树脂阳极电泳涂料、水溶性丙烯酸酯阳极电泳涂料
行业排行
热门文章

湘公网安备 43122202000176号