电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第291页
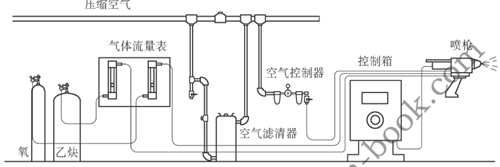
粉末火焰喷涂原理
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1573次
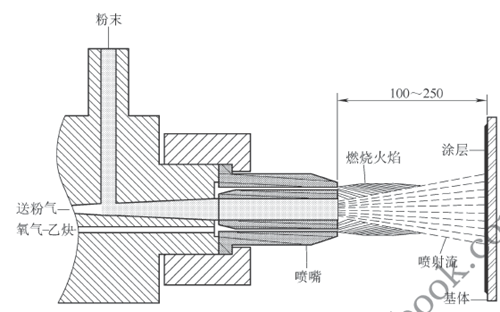
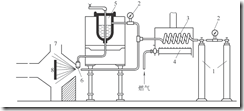
粉末火焰喷涂是采用氧乙炔火焰为热源,喷涂材料为粉末的热喷涂方法。它是继火焰线材喷涂之后出现的一种喷涂方法,由于设备简单,喷涂材料种类多,是目前国内应用最为普遍的热喷涂工艺。喷涂原理粉末火焰喷涂是借助粉末火焰喷枪进行的。喷枪通过虹吸气头分别引入氧气和乙炔,两者混合后在喷嘴出口处产生燃烧火焰。喷枪上装有粉斗或进粉口,利用气流产生的负压,抽吸粉斗中的粉末,使粉末随气流从喷嘴中心喷出进入火焰,被加热或软化,焰流推动熔粒以一定速度喷射到工件表面形成涂层。为了提高粒子的飞行速度,有的喷枪配有压缩空气喷嘴,借助压缩空气给粒子以附加的推力。粉末在被加热的过程中,由表层向芯部熔化,熔融的表层会在表面张力的作用下趋于球状,不存在粉粒再被破碎的雾化过程,因此粉末颗粒的大小在一定程度上决定了涂层
棒材火焰喷涂
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1704次
棒材火焰喷涂是采用氧乙炔燃烧火焰作热源,喷涂材料为棒材的热喷涂方法。由于金属材料可以很容易地制成线材,而陶瓷材料无法加工成线材,至多可以制成一定粗细和长短的棒材,所以棒材火焰喷涂主要指陶瓷棒材火焰喷涂。这种工艺方法早在20世纪60年代,等离子喷涂技术在我国还未普及时,在航空航天等军事领域就有成功的应用。20世纪70年代中后期,随着等离子喷涂技术在我国的推广,陶瓷棒材火焰喷涂技术逐渐退出应用。但在20世纪90年代初,在我国引进了美国诺顿公司专门喷涂陶瓷棒材的火焰喷涂技术(RokideCeramicSpraySystem)之后,由于该技术确有其独特之处,在某些领域获得了成功应用,陶瓷棒材火焰喷涂技术才又受到业内人士的重视。1喷涂原理棒材火焰喷涂的喷涂原理同线材火焰喷涂的原理完全一样
线材火焰喷涂
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1980次
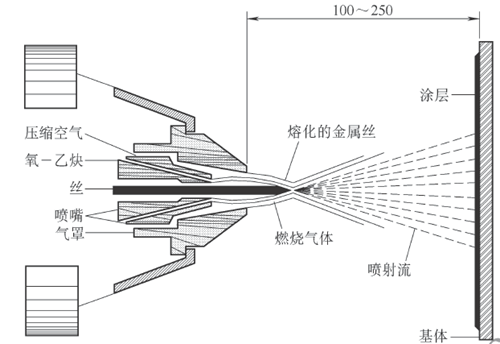
线材火焰喷涂是采用氧乙炔燃烧火焰作热源,喷涂材料为线材的热喷涂方法。它是最早获得应用的热喷涂方法,迄今该方法仍在普遍使用。1喷涂原理对喷涂材料的加热和雾化是借助火焰喷枪进行的,。喷枪通过虹吸气头分别引入乙炔、氧气和压缩空气,乙炔和氧气混合后在喷嘴出口处产生燃烧火焰。送丝轮带动线材连续地通过喷嘴中心送入火焰,在火焰中受热熔化,压缩空气经空气帽形成锥形的高速气流,将熔化的线材雾化成细微的颗粒,在火焰和高速气流的推动下,熔融颗粒喷射到经过预处理的基材表面形成涂层。火焰线材喷涂原理图单位时间里熔化金属线材的量取决于火焰功率。改变氧气和乙炔的流量比例可获得氧化焰或中性焰,氧化焰将加剧金属线材中碳的烧损和涂层中氧化物的增加。中性焰可在一定程度上减少被喷涂材料的氧
燃气火焰喷涂
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1281次
燃气火焰喷涂是喷涂材料在氧燃气焰中被加热,然后以雾化状喷向经预处理的基体表面的喷涂方法。初始喷涂材料可呈粉末状、棒状、芯丝状或线状,可以只利用氧燃气射流,也可以同时使用附加的雾化气体,例如压缩空气,将被加热的材料喷向基体。
热喷涂的热能来源-等离子弧
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1395次
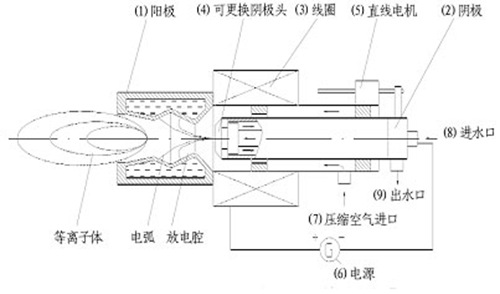
1等离子体等离子体是指气体部分或全部电离,形成正、负离子数量相等而整体呈中性的导电体,是继固态、液态、气态之后的物质第四态。作为物质的一种独立形态,它具有以下基本特点:(1)导电性由于气体原子被电离成正离子和负离子,气体中充满带电粒子,等离子体具有很强的导电性。(2)电中性虽然等离子体内部具有很多荷电粒子,但粒子所带的正电荷数与负电荷数量相等,整体而言是电中性体。(3)与磁场可作用性由于等离子体是由荷电粒子组成的导电体,因此可用磁场控制它的位置、形状和运动。如电弧的旋转、电弧的稳定等。电弧等离子发生器示意图2等离子弧用于喷涂的等离子电弧(简称等离子弧)一般都是利用等离子弧发生器产生的压缩电弧。
热喷涂的热能来源-电弧
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1358次
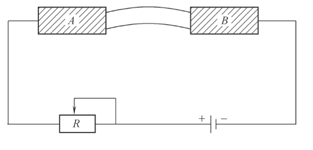
电弧原理在两电极之间的气体介质中,强烈而持久的放电现象称为电弧。电弧放电时,整个弧区产生强烈的光和热。,将A、B两块金属接触短路便迅速拉开,在两电极之间就产生了电弧。接电源正极的电极称为阳极,接负极的称为阴极,阴阳极之间的电弧部分称为弧柱。一般,可以把电弧划分为三个区,即阴极压降区、弧柱区和阳极压降区,。电弧电压和电弧电流的关系称为电弧特性。当弧长保持一定,调节回路电阻,改变电弧电流的大小,电弧电压几乎恒定,。当电弧电流保持不变,改变弧长,则电弧电压随弧长增大而增大。电弧产生原理 弧区划分示意图 电弧电压特性a)弧长一定b)电流一定L1—弧长1L2—弧长2喷涂用电弧电弧的高温高热足以使
热喷涂的热能来源-燃烧火焰
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1402次

1燃烧原理将燃料气体或液体与助燃气体按一定比例混合燃烧而产生热量。常用的燃料气体或液体有:乙炔、丙烷、丙烯、天然气、煤油等。由于乙炔和氧气燃烧可产生较高的燃烧温度和火焰速度,因此在火焰喷涂方法中氧乙炔火焰最为常用,几种气体的燃烧温度2火焰的形貌特点火焰由焰芯、内焰、外焰三部分组成。通过控制燃料气体与氧气的流量和比例,可改变燃烧火焰的性质和功率。火焰的性质分为中性焰、还原焰(碳化焰)和氧化焰三种。(1)中性焰中性焰是氧气乙炔完全燃烧的状态。焰芯呈蓝白色圆锥形,有明显的轮廓。焰芯外面是淡白色的内焰。外焰由内到外的颜色从淡蓝逐渐变为橙黄。(2)还原焰(碳化焰)碳化焰是乙炔与氧气的比例相对偏大的燃烧状态。焰芯
热喷涂技术工艺方法分类
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1509次
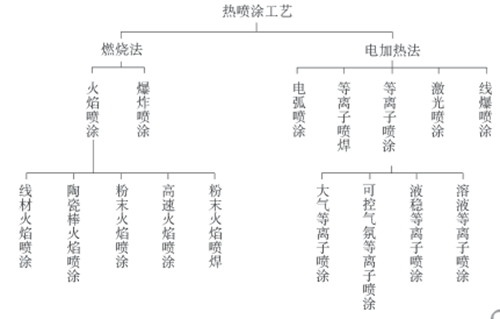
热喷涂技术根据所使用热源的不同,主要分为燃烧法和电加热法两大类;再依据使用的涂层材料形状、喷涂操作的气氛环境等特点,可进一步细分为具体的工艺方法,热喷涂技术工艺方法分类
热喷涂技术发展的主要方向
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1366次
热喷涂技术经过近一个世纪的发展,从简单的工艺技术发展成为完整的工业体系,已成为先进制造技术的重要组成部分。在成长和发展过程中,由于专业和学科间的不断渗透、交叉、融合,技术日趋系统化、集成化,即发展成为集机械学、材料科学、热动力科学、高新技术和生物工程等专业为一体的新兴交叉学科,在制造业领域成为完整的工业体系。热喷涂技术的核心是优质、高效、低消耗的表面改性,达到赋予基体材料表面特殊功能的目的。技术的发展主要是新技术的发现、材料的创新、涂层质量控制软件体系、涂层制备基础理论研究和检测技术等诸方面。1)近年来,随热喷涂技术的发展,新的工艺技术和新的应用领域不断地涌现。涂层质量很大程度上依赖于喷射熔滴的速度,提高热喷涂射流和喷涂粒子的速度已成为当前国际热喷涂技术发展的新趋势,相继出现了爆炸喷涂
热喷涂技术发展背景
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1603次
腐蚀和磨损是造成材料和零部件失效的主要原因。据有关资料报介绍,发达国家每年由腐蚀和磨损所造成的经济损失约占国民经济总产值的4%~5%,而全世界每年生产的钢材约有1/10变成铁锈。我国每年由腐蚀和磨损所造成的经济损失已达数千亿元人民币。材料是人类文明发展的物资基础,也是人类文明发展的重要标尺。现代工程对材料性能的要求往往是多重性的,有时甚至是矛盾的。许多工程结构部件,既要求很高的强韧性,同时要求具有很高的表面硬度和耐磨性(材料的强韧性和表面硬度是相矛盾的);既要求很高的高温强度,又要求具有良好的隔热性。飞机发动机燃烧室内壁要求材料具有良好的隔热性,外壁又要求良好的散热性,对工程材料的双重性要求越来越重要。这些材料的特殊性能要求往往是发生在材料工作的表面。表面工程技术领域最关键技术之一———喷
行业排行
热门文章

湘公网安备 43122202000176号