电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第318页
行星式离心滚光机
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1411次
行星式离心滚光机是一种结构比普通清理滚筒复杂的特殊滚光滚筒,其滚磨效率较普通滚筒高许多而对工件的冲击却较小,小件光饰加工厂多乐于采用。它是在一个绕水平转轴旋转的圆盘支架上,对称地安装几个心轴与转轴平行的卧式多角小滚筒,从滚筒端面看去,宛如几个围绕圆盘主轴旋转的行星,因而得名。当滚光小滚筒按一定半径围绕圆盘支架主轴旋转(公转)的同时,滚筒自身也被带动作反向旋转(自转),由于公转产生的离心力和自转产生的摩擦力同时作用,从而加强了滚筒中加工工件与磨料的磨削功能,可在较短时间内完成光饰加工。这种滚光机对加工件所产生的冲击较小,主要是靠工件之间和工件与磨料问在离心力和重力交互作用下相互摩擦产生光饰作用。调节滚筒转速可获得不同的加工效果。高速时磨削能力强,低速运转时光饰效果好。采用离心滚光的工件表
滚筒转速的选择
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1488次
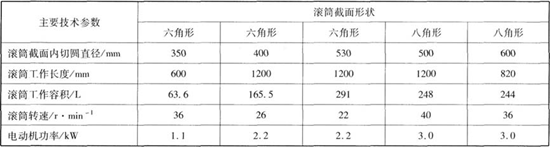
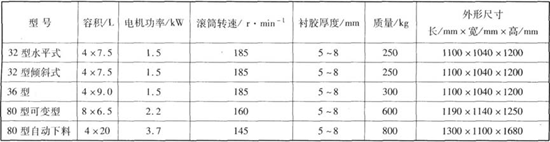
滚筒的合理转速与加工工件质量大小和滚筒直径有关,一般转速范围在20r/min~60r/min之间,圆周速度高时,加工件的离心力较大,滚筒筒壁与加工件的撞击作用强,表面磨削量大;过高的转速会使加工件紧贴筒壁旋转,无法产生翻滚,达不到滚磨光饰目的。因此,滚光质量较重或薄片状工件及软金属工件时宜选用慢速。滚筒的设计转速可按下式计算选用:轻小工件n=28.1/DⅣ2;中等工件n=21.9/D”2;较重工件n=15.9/D”2式中:n为滚筒转速(r/min);D为滚筒直径(m)。一些滚光滚筒的主要参数和电动机功率衬胶六角清理滚筒的主要参数
滚筒筒壁材料的选择
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1253次
电镀车间使用的滚筒筒壁材料可采用耐水硬杂木、碳钢和硬聚氯乙烯塑料板材。木材作为滚筒内壁材料,有利于工件的翻滚性和防止撞伤,冲击噪声也小,但耐磨性和耐碱性较差,而且今后木材资源更加短缺,价格也较贵,已很少使用。硬聚氯乙烯塑料板材对工件的翻滚性和防止撞伤条件较好,耐酸耐碱性能也好,冲击噪声也较小,加工修复也简便,使用寿命也长,但耐磨性稍差,强度不如钢材,是制造小型滚筒的较好材料。硬聚氯乙烯塑料滚筒采用玻璃钢增强,可制做中型滚筒。碳钢滚筒耐磨性和耐碱性好,强度高,价格较低,加工简便,但对工件的翻滚性和防止撞伤条件较差,耐酸性也不好,冲击噪声也大,目前多用于制造大中型滚筒。
滚筒简体形状的选择
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1232次
滚筒筒体的形状一般为六角形,较大型的简体(内切圆直径I>500mm)为防止工件在筒内过于剧烈的撞击而损伤,也有采用八角形的;多棱形筒体多用于较大的简体,对工件撞击较轻,卸料也较方便;圆形滚筒外形圆润简洁,但不利于加工工件翻动,为此需在内壁设置突起肋条,以提高滚磨效率。滚筒长度取决于滚筒横截面直径(或内切圆直径),从简体刚性角度考虑,筒体直径与其长度之比在1:1.25~1:2.5的范围内。若筒体内部隔成几个腔室,则每个腔室的长度不应小于其直径的75%,否则工件翻滚会上下不匀,造成滚磨光饰效果不一致。设计滚筒的有效装载量,通常按滚筒容积的65%~70%计算。实际生产中装载量可控制在容积的35%~75%之间,过少时工件碰撞过于激烈,易造成损伤;过多时加工件翻滚不良使滚磨效率过低。
滚光滚筒清理小工件表面
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1219次
形状不太复杂的中、小型工件批量清理表面时,常常使用滚光滚筒,对于带孔洞、沟槽和螺纹的工件,滚筒滚光效果要差一些。一般电镀前的工件多用湿法滚光,筒内加入少量稀酸或含皂角粉、茶籽粉等除油剂的碱性滚光溶液。为改善工件表面质量,特别是表面低凹和孔洞部位的滚光效果,滚光时还需加入适当的磨料。采用滚筒滚光是将加工工件与磨料和滚光溶液一块装入滚筒作低速运转,依靠磨料与工件、工件与工件之间相互摩擦和溶液对工件表面的化学反应,除去表层污垢和氧化皮,达到提高表面粗糙度的目的。电镀工厂常用的为支架式结构的滚筒。它是将滚筒筒体水平放置在两端支架的轴承上,由电动机经减速器和皮带轮拖动。根据生产能力要求可制成单筒型和双筒型,即一个驱动系统拖动一个或两个筒体,但单筒型使用较多。这种滚筒设备结构比较简单,可以
钢铁件高温化学氧化膜的防护技术
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1145次
钢铁氧化膜只有1um左右厚,防护性能较差,为保持与发挥这一薄层氧化膜的作,除成膜过程中要重视质量、认真操作之外,成膜后的后处理,即膜层的防护工作同样十分重要。钢铁件成膜后的后处理包括清洗、干燥、皂化、油封等。1清洗与提高氧化膜防护性能的关系钢铁件氧化溶液含碱浓度高,成膜后工件表面的残留溶液较难洗尽,特别是铆接、焊接处的狭缝中、砂眼及细小螺孔等部位,更需要加以注意,否则后患无穷。笔者曾见到过某乡办电镀厂的一批退货件,由于上述提到的部位“泛白”而引起腐蚀。为防止这类质量问题的发生,氧化成膜后宜先在热水中清洗,然后再在多级逆流漂洗水中漂洗,某些部位还需要急流冲洗,也可用医用注射器注入清水来置换这些部位的碱液。为验证氧化膜表面碱液是否彻底除尽,事后还应用酚酞指示
镀锌钝化膜的防护技术
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1221次
锌的电极电位比钢铁负,在腐蚀介质中金属锌比铁容易失去电子,当镀层有孔隙或因划伤而露出基体时,锌层将成为阳极,遭到腐蚀,从而保护了钢铁零件。锌层经铬酸盐钝化能使工件表面形成一层三价和六价碱式铬酸盐膜,牢固地黏附在镀锌层表面。这种膜具有较高的稳定性,赋予锌层良好的机械保护,可大幅度提高锌的抗腐蚀能力。锌镀层经过钝化虽然能有如此高的抗蚀能力,但是难免受到材料的粗糙度、镀锌溶液的纯度、镀锌工艺的合理性、工件的机加方式、人为的机械损伤、工件的几何形状、钝化膜质量等多种因素的影响。有关这一方面的关系笔者曾做过多例试验,现把这些试验成果归纳如下。1镀前预处理不当影响钝化膜对锌层的防护性能2镀锌层过薄会影响钝化膜对锌层的防护性能3镀锌电流密度过大会影响钝化膜对锌层的防护性能
钝化与浸涂防变色剂相配合防银变色
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1221次
银具有良好的导电、导热及焊接性能,作为导体和防护装饰性镀层,镀银层广泛应用于电子、通讯、电工及金属饰品等行业。但银在大气中很不稳定,极易变色。银层变色后,不但影响银层表面的外观质量和装饰性能,更重要的是影响银层表面优良的电气和焊接性能。因此,防止和减缓银层变色应作为镀银工艺中的重要工作。1钝化与浸涂防变色剂相配合防银变色众所周知,引起镀银层发黑的主要原因是遇到空气中的硫化氢和二氧化硫气体,这两种气体都是无孔不入的,为防止这类气体对银层的侵蚀,可采取先经化学和电化学钝化,然后再浸涂有机保护层的复式防护处理的工艺,这既可提高工件的外观质量,又可有效地提高工件的防护性能,达到双重防护的目的。2镀银后在日光下晾晒易变色镀银件的变色原因通常是受到大气中硫化物的浸蚀而引起的
喷砂机配件-喷嘴、喷砂用砂料与压缩空气
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1362次
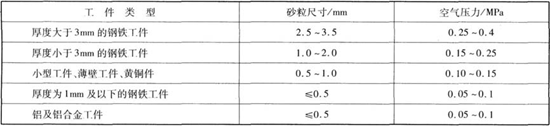
喷砂机的喷嘴一般用铸铁、钨钢、硼钢和陶瓷制成,钨钢和硼钢喷嘴的使用寿命较长,但价格稍贵,可根据设备在生产中的实际负荷情况选用。喷嘴的孔径从2mm~15ram,视加工工件的尺寸大小而定。小型喷砂机通常采用孔径为2mm~4mm的喷嘴,中型喷砂机一般采用孔径为6mm~10mm的喷嘴,它是喷砂机的主要易损配件,应有一定的储备量,生产中需经常检查孔径磨损情况,及时予以更换。喷砂用的砂料是氧化铝砂、石英砂、人造金刚砂等,其中以氧化铝砂为最佳,它不易粉化,有利于改善环境。石英砂或河砂在生产过程中易粉化,对环境污染较大,但其价格便宜,使用者仍较多。石英砂比河砂硬度高,切削能力强,使用寿命长,但价格较贵,河砂次之。通常采用的石英砂粒度为1mm~3mm,河砂粒度为0.5mm~1.5mm。如果产品加工要求允
湿喷砂设备的特点及应用
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1160次
湿喷砂设备湿喷砂设备以磨液泵和压缩空气为动力,通过喷枪将储存箱中的磨料与水溶液混合物高速喷射到加工工件表面,是一种无粉尘的光饰加工设备。可用以清理精铸毛坯、粉末冶金件、冲压件及热处理件等表面的氧化皮、残盐和毛刺。小型湿喷砂机
行业排行
热门文章

湘公网安备 43122202000176号