电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第319页
干喷砂设备的特点及应用
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1279次
电镀车间使用喷砂设备,主要是以无油无水的压缩空气为动力,将作为磨料的砂粒高速射向被加工工件的表面,利用其强大的撞击力产生的切削功能来清除待镀工件表面的氧化皮、锈蚀、焊渣、旧镀层和涂层等。也可以采用喷细砂的方法使金属工件表面产生砂面消光和纹饰效果,以达到特殊的装饰目的。喷砂更适合于处理某些不宜采用化学方法(如酸洗等)加工的工件表面,如焊接组合件、铸件表层残砂融渣及高含碳层、高强度钢热处理后的氧化物、粉末冶金工件表面以及用于改善磷化结晶的前处理等。喷砂设备分为干喷砂设备和湿喷砂设备两种。对于不适合液体加工的有焊缝的工件和存在细小表层裂纹的工件,宜采用干喷砂设备加工。但干喷砂过程会产生较多的粉尘,必须配备良好的空气净化装置;湿喷砂设备在加工时无粉尘,使劳动条件得以改善,但必须在磨料中加入缓蚀
仿金镀层的防护技术
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1330次
仿金镀层是由铜、锌、锡三元或铜、锌双元合金组成。这种合金镀层较活泼,在大气中不太稳定,极容易氧化变色,失去美丽的金黄色,故仿金镀层都需经过防护处理。仿金镀层属装饰镀层,故防护涂料又需无色透明,并与高光亮度镀层的表面要有良好的结合力和硬度高、耐热性好、耐磨性好等优点。这一切在选用防护涂料时都要考虑到。1镀层清洗不够发生变色电镀仿金层较活泼,容易氧化,如镀层表面存有残留氰化物,这时氰化物即会分解产生氨,氨又会迅速与铜离子起反应,生成棕色或黑色的氧化膜斑点,这种现象的出现尤以粗糙度较差的工件和清洗不够彻底的工件表面较为多见。为避免上述现象的发生,在此工序中除要提高基体金属表面粗糙度并加强镀后清洗之外,还要认真仔细地执行钝化与浸(喷)涂防护涂装工艺,只有这样才能满足防护要求。2未
电镀件涂有机保护膜件的烘烤
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1211次
涂有机保护膜件的烘烤有机保护膜的烘烤温度需根据不同涂料的工艺要求进行,一般控制在110-120摄氏度,也有温度要求更高一些的,必须根据商品说明要求予以控制,并需注意以下两点安全事项。(1)浸涂后的工件不要马上进入烘箱烘烤,以防多余涂料滴入烘箱内而引起燃烧(一般涂料都是易燃的)。(2)必须打开烘箱顶部的排气孔,箱体外门不准上扣,以防烘烤时蒸发出来的气体膨胀而引起爆炸。
化学复合镀的工艺特点
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1422次
化学复合镀是在金属的自催化过程中,惰性粒子与金属共同沉积在基体表面,形成复合材料镀层的表面处理工艺技术。与电沉积复合镀相比,化学复合镀问世较晚,1966年第一次制备了Ni—P/A1,0,化学复合镀层。最先获得实际应用的化学复合镀是Ni—P/SiC,主要用于提高发动机铝汽缸内壁的耐磨性。自20世纪70年代以来,尽管化学复合镀技术在欧洲、美国和日本获得发展和应用,但至今仍有许多问题没有解决,其中镀液的稳定性和使用寿命是化学复合镀的最大问题。目前常用的化学复合镀可分为两类,第一类为软质点的自润滑镀层,另一类为硬质点的耐磨镀层。一、软微粒的自润滑化学复合镀层在Ni—P化学镀镍溶液中添加PTFE,氟化石墨,CaF2和MoS等,可得到具有低摩擦系数、抗粘着磨损的自润滑复合镀层。自润
化学镀镍基多元合金
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1378次
化学镀镍层均匀致密,具有较好的耐磨性、耐蚀性以及一些特殊的物理性能,如电阻率高、电阻温度系数小等,因而在机械、电子、化工等领域获得成功而广泛的应用,但随着其应用领域的进一步扩大,它的某些性能仍有待提高。而通过合金化的方法,能调整和改变材料的微观结构,从而改善其物理化学性能,甚至获得一些新的特性。为此人们研究在二元体系中加入某种新的金属成分,来得到多元合金镀层。其中应用较多的是Ni—P体系中加入第三种金属。能够进行Ni—Me—P化学复合镀的基体很多,钢铁、铜和铜合金、铝和铝合金、镁和镁合金,及一些经过活化处理的塑料等。化学镀Ni—Me—P多元合金层,既可以从酸性溶液中获得,也可以从碱性溶液中获得。化学镀溶液中,加入金属Me盐后,必须不断实验,确定出最佳的溶液组成和工艺参数。一、化
转化膜处理件的烘烤
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1215次
转化膜处理件的烘烤转化膜处理件的老化温度一般在60-50摄氏度,时间10min左右,温度过高,时间过长都会引起膜层氧化变色、发脆、出现裂纹、防护性能随之降低。夏季在烈日下曝晒过的转化膜处理件无需再烘烤处理。
化学镀铂的工艺特点
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1372次
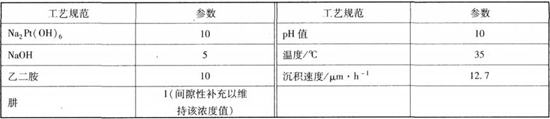
化学镀铂用得不多,可用肼和硼氢化钠做还原剂。(一)用肼作还原剂的化学镀铂肼作还原剂的化学镀铂溶液(g·L-1)(二)用硼氢化钠作还原剂的化学镀铂硼氢化钠作还原剂的化学镀铂溶液(g·L-1)
化学镀钯的工艺特点
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1640次
化学镀钯常用于通讯工业中的电接触和连接器方面,亦可作为金的替代品。化学镀钯可以自发地镀在铜、黄铜、金或化学镀镍层上。铜合金制件上化学镀钯前,应在25℃下浸入氯化钯的活化溶液(PdCl20.1g·L-1,HC1(38%)0.5mL·L-1)活化。在玻璃和塑料上化学镀钯,亦应先浸人与化学镀镍相同的氯化亚锡溶液中敏化,然后在氯化钯溶液中活化。钯的催化活性强,可用肼、次磷酸盐、甲醛和硼烷作还原剂进行自催化沉积。(一)用肼作还原剂的化学镀钯(=)用次磷酸盐作还原剂的化学镀钯(三)用胺硼烷作还原剂的化学镀钯二甲基胺硼烷(DMAB)在还原Ni和cu时是合适的,但镀钯时因其还原能力太强,而改用叔基胺硼烷,否则会影响镀液的稳定性。
电镀件的烘烤
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1578次
电镀件的烘烤电镀件经过预干燥后即可进行老化烘烤。工件进入烘箱时应同时开启鼓风机并打开顶部的排气孔,便于箱内空气流通并把潮湿气体排出箱外,箱内温度和烘烤时间需视不同镀(涂)层品种而有所区别。电镀件烘烤时温度可高一些,但也不宜过高,否则镀层表面若有未洗净的盐迹,该处会出现难以擦刷的焦糊、变色,通常控制在100-120摄氏度,烘烤10miin左右即可。
各种废水处理技术(图纸)
发布 : 涂装助手 | 分类 : 涂装新闻 | 评论 : 0人 | 浏览 : 1150次
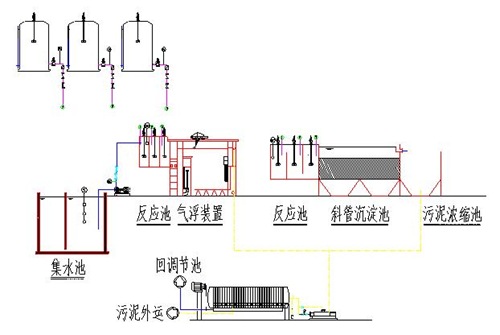
电镀废水淀粉废水果汁废水含铅废水合成革废水化工废水化纤废水焦化废水酒精废水垃圾渗滤液磷化废水农药废水啤酒废水生活污水印染废水制药废水 屠宰废水
行业排行
热门文章

湘公网安备 43122202000176号