电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第322页
刷镀设备
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1214次
刷镀设备一般包括:一、电源根据刷镀的特点,所用的直流电源应具有以下特点:(1)直流输出外特性应是平直的。随着负载电流的增大,电源电压下降很小;(2)输出电压一般为OV~30V,能无级调节;(3)附有输出极性转换装置;(4)附有短路和过载保护装置,当负载电流超过额定值l0%或短路时,能迅速切断主线路;(5)附有安培小时计或镀层厚度计;(6)体积小、重量轻、工作可靠、计量精度高。当无专用电源时,也可用一般硅整流器代用。二、镀笔镀笔的作用是连接电源和阳极。操作者操纵镀笔使阳极运动,使金属沉积在零件上。它是由导电柄和阳极组成。(1)镀笔。镀笔主要由阳极、散热装置、导电芯棒和绝缘手柄等组成导电柄与阳极的电阻热较大,故在导电柄
刷镀的特点及适用范围
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1584次
刷镀是依靠一个与阳极接触的垫或刷提供电镀需要的电解液。电镀时,垫或刷与被镀的阴极作相对运动而获得镀层的电镀方法。刷镀与电镀的基本原理一样,工作时零件为阴极,欲镀的金属(或不溶性导电材料)为阳极。阳极外面包有吸水性好的纤维材料(垫或刷),以便吸附镀液。当阳极与零件表面接触并不断相对运动时,电流通过阳极与零件表面的纤维材料所吸附的镀液,金属则沉积在零件表面而形成镀层。随时间延长,镀层逐渐加厚。镀层的均匀性可由电流密度、阳极移动速度、镀液的流量、电镀时间来控制。一、特点(1)不需镀槽及其他装置,设备简单,可在现场对大型机器实现不完全解体而局部施镀;(2)阴阳极间距离近,允许使用大电流密度,沉积速度快;(3)镀层氢脆性小;(4)镀层硬度高;(5)镀层的孔隙率
电镀件热风吹干预干燥
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1233次
热风吹干预干燥用热风吹可以代替热水洗烫,又可作为小件、薄片件或是转化膜件热水洗烫后的补充处理。因为小件、薄片件冷却快,工件在热水中洗烫之后在表面水分尚未挥发之前工件已经冷却,失去了继续挥发表面游离水的功能,不能达到烫干的目的。对转化膜处理件来说因热水温度不宜过高,故往往难以达到彻底除去工件表面游离水的作用。
电镀件热水洗烫预干燥
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1298次
热水洗烫预干燥热水洗烫时热水的温度需视被烫件的镀(涂)层种类而定,电镀件可使用较高的水温,直至煮沸,温度高工件表面脱水速度快;对于转化膜处理件则热水温度不宜过高,超过60摄氏度时膜层会受到破坏,膜层色泽变浅,防护性能降低。工件经热水洗烫还有利于排挤掉工件狭缝等处的残存溶液,减轻了工件在烘烤时因狭缝中的残存溶液外泄对镀层的污染,可以提高工件的防护性能和外观质量。
钢铁电镀镍件的干燥
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1173次
钢铁镀镍件的干燥:镍镀层在预干燥过程中极易出现锈点。当工件未清洗干净、工件表面仍处在酸性条件下则出现锈点的速度会更快。解决这一问题除保证溶液清洁,采取移动阴极,增加镀层厚度等措施之外,还可采取下列两项补救措施。(1)预干燥之前先经中和处理。工件出槽后在稀碱液中进行中和处理,使工件表面呈微碱性,从而在预干燥过程中可以延缓出现锈点的速度。(2)预干燥之前先经钝化处理。工件出槽后即在30-50g/L的铬酸溶液中进行钝化处理,在此溶液中浸泡0.2-0.3min后取出工件清洗干净,经此处理后,一般情况下当时不会出现锈点。
钢铁电镀银件的预干燥
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1149次
钢铁镀银件在预干燥过程中,由于银层与基体的电位相差较大,当镀层存在孔隙时出现红锈的速度比镀铜、镀镍都快,有时甚至达到无法控制的局面。要防止这类现象的出现,除预处理过程中加快干燥速度之外,在镀银及镀银前需要注意以下几点。(1)选料要讲究。对于严重锈蚀件不可用,有必要时需经精细加工,工件表面越粗糙,预干燥过程中越易锈蚀。(2)工件的绑扎要松。绑扎过紧会产生印痕,该印痕部位镀层必然过薄,出现红锈的机会会更多。(3)增加中间镀层。增加中间镀层不但可以减少镀层孔隙,并可缩小银层与基体之间的电位差,从而减缓出现红色锈迹的速度。如有条件采用脉冲电镀效果会更好。
电镀件转化膜的预干燥
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1137次
正常的干燥步骤应该是先除去工件表面的游离水,即预干燥,只有经过预干燥之后方可转入除去工件表面吸附水的干燥步骤,这两个工序要分别进行,不可二合为一,否则阴极性镀层会出现锈迹,转化膜层会引起脱膜。这是因为工件在烘箱内烘烤时工件表面的游离水分一时较难挥发,形成局部在高温、高湿的条件,这样会出现上述质量问题。转化膜的预干燥最好在通风良好处暗干,若采取热风吸干,则特别要注意以下两点。(1)预干燥前工件的清洗必须彻底,特别是孔眼、狭缝等处的水分要先吸去,以避免热风吹干时把这些部位含有钝化溶液成分的污水吹到工件平面上,引起色彩混乱,影响工件的自然色彩。(2)风源需经过油、水过滤器过滤,以免把油滴散落到工件表面而污染表面。
涂装前磷化处理剂的种类
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1239次
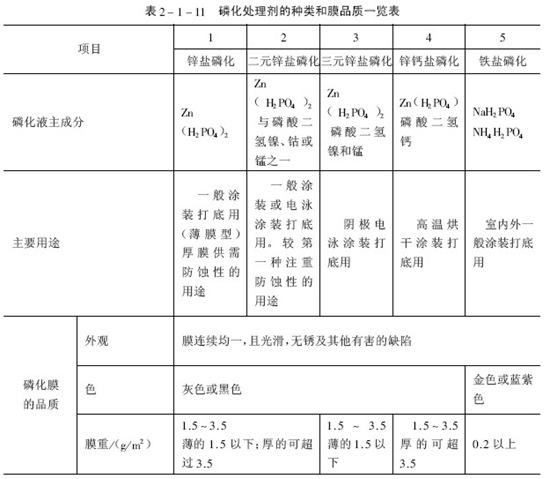
金属涂装打底用磷化处理剂一般按其主要成分可分为五种,锌盐磷化,二元锌盐磷化,三元锌盐磷化,锌钙盐磷化,铁盐磷化,汽车涂装前磷化处理一般都采用锌盐磷化处理剂.按磷化液中的锌含量,磷化处理剂又可分为高锌(4g/L以上)、普锌(2.0-4g/L)和低锌(0.9-2.0g/L)在实际生产中应根据被处理物的材质、涂装工艺对磷化膜性能的要求、生产现场条件和成本等选用磷化处理剂。例如:阴极电泳涂装打底的磷化处理需选用能形成磷酸二锌铁含量高的、耐碱性好的磷化膜的磷化液及工艺。细微结晶的钙锌磷化盐膜最适用作为粉末涂料前处理,能得到耐盐雾1000h、耐湿热1500h和冲击试验等性能优良的涂层。一般在zn2(H2PO4)2溶液中适当添加Ca(H2PO4)2后能得到使磷化膜结晶细微化的效果,用
汽车涂装前磷化处理技术及其发展趋势
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1274次
汽车涂装前磷化处理技术及其发展趋势金属涂装前进行磷化处理能提高涂膜的附着力和耐腐蚀性(尤其能抑制漆膜下的扩蚀)等功能,已为众所周知,可是对磷化处理的认识及掌握处理技术,在我国汽车涂装中走过很长的岁月,且几经曲折。20世纪50年代前苏联援建一汽时解放牌汽车的覆盖件在喷涂铁红醇酸树脂底漆前就采用了一台七室喷射式磷化联合机(脱脂采用三种碱配制的清洗液,无表调,磷化液是用固体磷酸二氢锌、硝酸钠在现场配制、钝化)。经多年调试,直到60年代初稳定投产。为减少在现场配制磷化液的劳动量及产生的沉渣损失,开发了以亚硝酸钠催化的磷化液,一直沿用到80年代中。由于磷化处理工艺管理不善和设备落后,在生产中常出现问题(磷化膜不均、涂层早期起泡等)。70年代在援建设计二汽的车身涂装工艺时某主管领导听不进专业人员的
磷化除渣方法介绍
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1855次
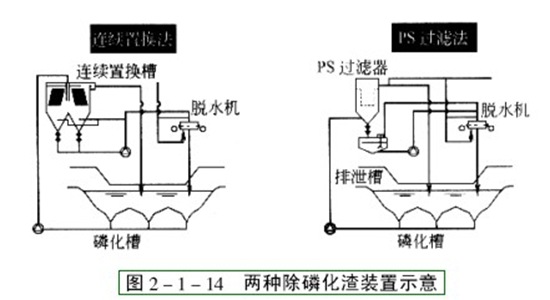
除磷化渣方法有多种,现今大型磷化设备常用斜板沉淀槽加压滤机(或脱水机)方案(称为连续置换法〉。日本帕卡设计工程公司推荐体积小的反向袋式过滤器〔PS过滤器〉替代斜板沉淀槽,自动脱水过滤机(FK)替代压滤机。连续置换型方式的磷化处理沉淀残渣浓度300ppm左右,PS8过滤器方式可使磷化处理液中的残渣浓度降到150mg/kg左右。PS过滤器是袋式过滤器的反向运行,磷化渣沉淀在过滤袋的外面,滤液从袋中滤出,返回磷化槽中。滤袋外沉积一定磷化沉渣后,通压缩空气清洗,含高浓度沉渣液从过滤器下部排出。PS过滤器具有以下特点:①滤布的洗净(靠压力逆洗)时间短;②滤布的寿命长(一般为1-3年,硝酸逆洗净1次/2个月〉;③最终排渣液呈块状含水率65%。自动脱水过滤机(F
行业排行
热门文章

湘公网安备 43122202000176号