电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第324页
磷化各工序的功能及其控制要点
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1782次
汽车车身的前处理工艺一般由预脱脂、脱脂、水洗、表调、磷化、水洗、纯水洗等10多道基本工序组成。工序1-3为除油清洗(脱脂)工序。用热水和热碱液喷浸结合的方法清洗车身。通过脱脂剂中的碱性物质对油污皂化及表面活性剂的浸润、分散、乳化及增溶作用达到去除油污的目的。脱脂质量的好坏主要取决于脱脂温度、脱脂时间、机械作用和脱脂剂等四个因素。脱脂温度:一般来说,温度越高、脱脂效果越好。温度高使油污的黏度降低,加速皂化等化学反应和表面活性剂的浸润、乳化、分散等作用。但不是所有场合都是温度越高越好,各种脱脂剂都有其合适的温度范围,过高的温度会使某些脱脂液中的表面活性剂析出聚集,附着在被清洗的表面上,造成磷化膜发花不均。脱脂时间:必须保证有足够的脱脂时间,喷射方式的脱脂时间一般为1-3min,浸
电泳涂装的将来动向-向环保型涂料发展
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1253次
(1)为适应环境保护的需要,开发采用环保型阴极电泳涂料。虽然现用的阴极电泳涂料已属于低公害的水性涂料,但仍用铅和锡作为固化触媒,槽液中的有机溶剂含偏高〔2%~4%)).烘干时加热减量高〔10%左右〉。Pb,Sn和VOC都属于环保有害物质。欧洲的无铅化法规明确,禁止进口使用含铅涂料的汽车。耐蚀性优良的无铅无锡阴极电泳涂料,低温烘烤型〔150-160℃,10min),加热减量低的〔4%以下)和槽液有机溶剂含量低的〔0.4%-1.8%〉新一代阴极电泳涂料,在国外已开发成功,并获得工业应用。国内有几条涂装总线采用了无铅无锡阴极电泳涂料。早在10年前美国PPG公司提出的为适应市场和环保的需要,阴极电泳涂料的主要发展方向:①四个零方向,即有机溶剂含量、UF液排放量、重金属含量和颜料
史上最全电泳涂膜弊病(缺陷)及其防治-有这一篇就够了
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 2027次
电泳涂膜弊病(缺陷〉及其防治由于电泳涂装方法的独特性,所产生的漆膜弊病虽与一般漆膜弊病相同,但其病因及防治方法不同,有些弊病是电泳涂装独有的。最常见的电泳漆涂膜弊病有颗粒、缩孔(陷穴)针孔、膜厚不足、涂膜过厚、再溶解、涂面斑印、漆膜不丰满、涂膜的平整度差等。它们不仅影响耐蚀性,且使整个涂层的质量下降,必须确实认真地查清原因,防治之。具体方法可参考以下文章:电泳漆膜出现啄伤划伤电泳漆膜出现膨胀电泳漆膜出现雨水痕迹电泳漆膜出现溶解电泳漆膜出现发霉电泳漆膜出现风化侵蚀电泳漆膜出现无光斑印电泳漆膜失光电泳漆膜变色电泳漆膜弹性差已干燥过的电泳漆膜表面又粘手电泳漆膜粉化电泳后工件表面生锈锈蚀漆膜裂缝开裂电泳漆膜返铜光
电泳涂装设备管理要点
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1265次
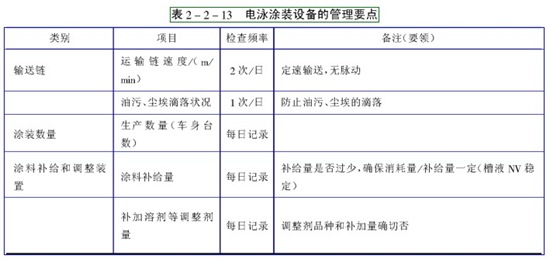
电泳涂装设备(装置〉管理基本上包括观察机械、机器的磨耗和劣化,以及动作的变化,记录数据的变化,确认有无异音、异臭,实施检修和保全等管理要点。
阴极电泳槽液管理要点-电泳涂装生产线管理1
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1146次
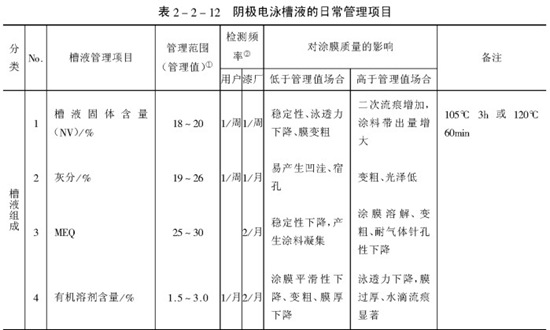
阴极电泳槽液管理要点为确保生产的正常进行和获得稳定的涂装质量,电泳涂装生产现场必须对设备、槽液和生产环境进行严格的科学管理并做好记录。必须定期测定,做好记录,并作出变化曲线,发现不正常现象,立即采取措施解决之。阴极电泳槽液管理是阴极电泳涂装工艺管理中现场管理的最重要项目。为确保槽液稳定和涂装质量稳定,在国外不仅涂装厂做好现场槽液管理,阴极电泳涂料供应厂家也负责槽液的全面管理,并有全包槽液管理的倾向。①管理值随涂料品种、特性而有异。②表中所列槽液管理项目、检测频率是更新速度比较快的〈T.O为1-1.5月)代表例。槽液更新速度慢的生产线,频率可能小,管理范围也不定一样。
电泳烘干室
发布 : 涂装助手 | 分类 : 电泳设备_小型电泳设备 | 评论 : 0人 | 浏览 : 1317次
电泳烘干室电泳烘干室与一般涂装用烘干室在结构上无大的区别,仅因其湿涂膜中含水量少,一般可直接进入高温烘干,不像其他水性涂料需先经低温预烘干,再进入高温固化。另外,阴极电泳涂料的涂膜在烘干过程中产生油烟(分解物多的场合约为涂膜重量的10%左右)如果不及时处理,则可能在烘干室入口上方冷凝,滴落在被涂物上能造成漆膜弊病。在电泳烘干室设计上一定要考虑冷凝及防滴落装置。因此最好选用以天然气、煤气或油为热源,采用燃烧法处理烘干室的废气。用催化触媒燃烧废气不理想,因油烟与溶剂蒸气不同。加热方式可采用辐射和热风对流,或两者结合的方式。烘干室的清洁度、温度均匀性、控制准确度等方面应满足工艺要求,与其他涂膜烘干室一样。电泳涂料是水性涂料,配成槽液后,火灾危险性极小,但在烘干室中从涂
电泳后清洗设备工艺
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1447次
电泳后清洗设备电泳后使用超滤清洗(UF)的目的是除去附着在电泳涂膜表面的浮漆,提高涂膜外观和回收电泳涂料。所用设备与前处理磷化后的水清洗设备相同。最终用纯水(或ED-RO液)洗的目的是除去杂质离子,防止产生污染斑痕涂膜弊病。为防止由于后清洗不充分,缝隙部位产生二次流痕涂膜弊病(残余涂料在烘干室内浓缩吹出),需有全浸没式的水洗工序或用压缩空气和水吹净缝隙中的积漆。UF液洗一般进行2-3次,以降低涂料的带出量。例如,车体面积为80-100平方米,每台车身带出固体分为20%槽液7-10L,当第一道水洗液的固体分为4%-5%时,则第二道水洗可能达到1%以下。新鲜UF液的固体分一般在0.5%以下。当采用装置(即UF液经反渗透装置净化,除掉杂质离子和固体分)场合,用U
阴极电泳用直流电源和阳极系统
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1499次
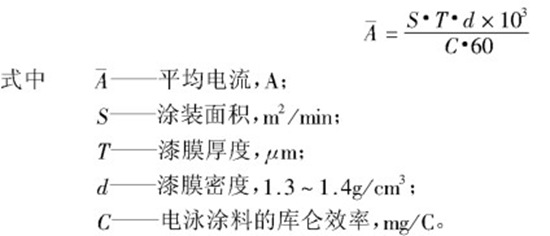
阴极电泳用直流电源和阳极系统直流电源由整流器供给,供车身的阴极电泳的直流电源电压应能在0-400V之间可调,泳涂零部件的电压可适当低一些(0-300V)。直流电要经滤波,电压脉冲幅度不能超过平均直流电的5%,在满负荷情况下电压脉动率要小于5%。电流一般与涂装面积及涂料的库仑效率有关,电泳平均电流强度可按下式计算。实际电流要在此平均电流基础上乘个系数k。一般对于连续式涂装k为1.5-2;步进式全浸没通电,软启动k为2-3。如无软启动,则脉冲电流很大〔k为4,一般不采用)系统设计时要考虑电流余量备有发展余地。还有经验数据每平方米泳涂面积的电流强度为10-20A。PPG公司介绍其Uni-Primer厚膜阴极电泳底漆的电消耗大约为2.2-2.6A·h/100平
阴极电泳槽液循环系统和过滤装置
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1484次
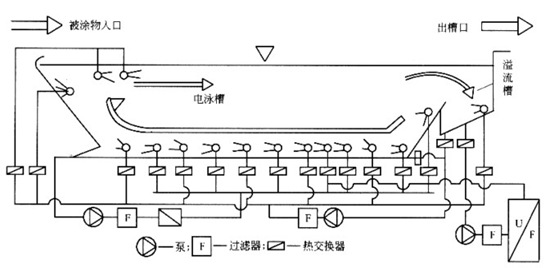
阴极电泳槽液循环系统和过滤装置阴极电泳槽液自配槽后就应连续循环搅拌,因故障停止搅拌时间不应超过2h,循环搅拌的主要功能有以下四个:①保持槽液均匀混合和防止颜料在槽中或被涂物的水平面上沉淀,提高车身内表面的涂装效果;②槽液循环经过滤器,除去槽液中的颗粒状的尘埃和油污;③保持槽液的温度均匀,通过使用热交换器交换掉由涂装电能和泵工作的机械能转换成的热量;④及时排除在电泳过程中在被涂物表面上产生的气体。槽液循环系统一般由循环过滤、循环热交换过滤、超滤(UF)三条回路组成。槽液循环三条回路及槽液流动方向在槽液循环过程中确保液面流速不应小于0.2m/s,靠近槽底部槽液流速最低为0.4m/s。在连续式生产场合,槽液流向与被涂物(如车身)前进方向一致,液流
电泳槽、备用槽和电泳涂装室设计
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1437次
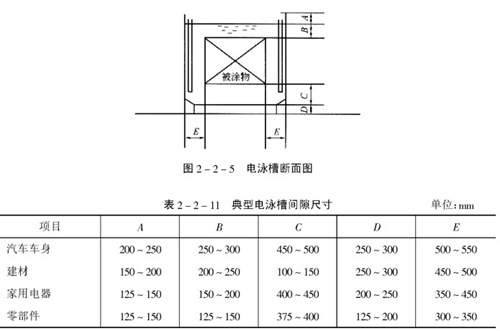
电泳槽、备用槽和电泳涂装室电泳槽是电泳涂装作业的浸槽(或称主槽)形状有船形和长方形两种。长方形电泳槽适用于步进间歇式生产和输送方式,其内部大小要取决于被涂物(或装挂吊具)的尺寸。船形电泳槽适用大量流水连续式生产,其两端的斜坡长度取决于被涂物出入槽的角度,平段的长度根据链速和泳涂时间确定。为保证槽液较好的搅拌状态和最佳的极间距,槽子容纳被涂物要留有间隙。在电泳槽的出口端设有溢流槽(也称辅槽)它的作用是盛接电泳槽表面流带入的泡沬和尘埃,并有消除泡沬的功能。主槽与溢流槽之间设一可调堰,以调节槽液位及表面流动状态。槽液到溢流槽的落差最大不许超过150mm。(一般为50以内)以防起泡。要求的前提下应尽可能小,以缩短更新期和配槽投料的资金。尤其被涂物(车身〉与槽壁之间
行业排行
热门文章

湘公网安备 43122202000176号