电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第336页
电泳漆膜弊病及其防治-腻子残痕
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1238次
腻子残痕涂压表面刮过腻子的部位产生段痕印或失常等现象原因:(1)刮腻子部位艚不足。(2)刮腻子部位未涂封底漆,腻子层的强猪量太,或色与底漆层不同。(3)腻子的收缩性大,磨平后和涂屡使用过程中绺续产生收缩防治:(1)刊过腻予的部位应仔缎打磨,所用砂纸应符合工艺规定,在装饰要求高的场宜采用湿打磨。(2)副腻于部位应补涂底漆,在多禺弥装场合淙翻在底漆屠上,再涂中间诛屡(3)选用Il噍缔亡圭小的腻子。硝基腻子的收缩大,仅适用于填平砂眼之类的映陷。
电泳漆膜弊病及其防冶-泳透性差
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1348次
复杂的被涂件的箱形结构或背离电极部分泳不上漆或者涂得过薄的现象称为体透性差。产生原因:(1)所选用电泳漆的泳透力差,(2)极比过大,极距太远,(3)工艺参数(如固体分、pH值、助溶剂含量等)不符合工艺要求。防治的办法(1)选用泳透力好的电泳漆。(2)适当增加电极及辅助电极。当槽体两侧的面积有限时,可以在槽底增加带保护的裸露电极,对于驾驶室这样的大型复杂工件,还可以在驾驶室内增加辅助电极。(3)适当调整槽液的pH值和助溶剂含量。助溶剂含量过高,电泳漆膜的电渗不好,漆聪电阻降低,会引起泳透性不良。PH值过高或过低,都会相应地使阳极电泳漆膜或阴极电泳漆膜的再溶解加速,而使部分原来漆膜较薄的部位缺漆。上面十一种电泳漆膜缺陷是电泳
电泳漆膜弊病及其防冶-漆膜失光
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1494次
漆膜失光被涂工件漆膜光泽不均匀或完全失去光泽的现象叫漆膜失光。漆膜失光的原因和解决的方法如下:(1)表面处理不良,磷化胰太厚,结晶粗糙,或锕板表面有锈,漆膜渗透到其中,故所得溱膜失去光泽。解决的方法是改善磷他膜质量,采用薄而结晶致密和均匀的磷化膜。(2)电泳漆的pH值过高(阳极电泳)或过低(阴极电泳),发生再溶解现象,裱膜表面的树脂被再溶而颜料继续留在漆膜上,使漆膜失光。解决的办法是控制极罩中的pH值,从而控制电泳槽掖的pH值。(3)沉积漆膜薄造成的原因可能是漆温太低,或施工电压和固体分低等。可针对问题采用相应的措施来解决。(4)漆胰中杂质离子太多,电极反应剧烈,使漆膜表面粗糙而失去光泽或光泽不均匀。可采用超滤装置来排除杂质离子,增加助
电泳漆膜弊病及其防冶-阴阳面
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1655次
阴阳面被泳辣的工件表面光亮不一称为阴阳面。产生阴阳面的原因是:(1)从电泳槽液的组分来看,颜料的分散性不好,颜料分沉淀速度过快,引起槽液申上,下组分不同,表现在不同部位的漆膜的颜基比不一致,光泽也不一样。(2)表面处理不良,磷化膜表面不均匀,特别是在工件带锈的情况下。槽液固体分太低,泳潦的漆膜过薄,个别地方遮盖差,形成表面光亮不一。(3)从涂装的条件来看,电压过低,极板面积过小,工件相互重叠,使局部地方囡电力线屏蔽而泳不上或漆膜过薄。针对上述原因,解决阴阳面的办法,一方面是调整颜基比,增加槽液的固体分,和加强搅拌J另一方面是改善前处理的质量,适当调整工件的装挂方式,在背离电极的地方增加辅助电极等。
镀铜电解液的维护
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1316次
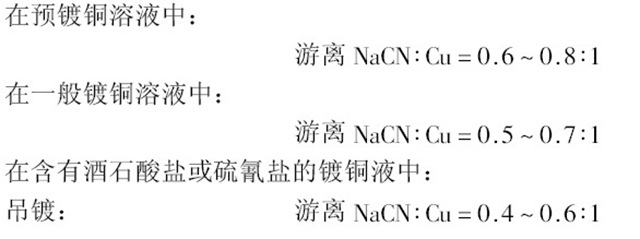
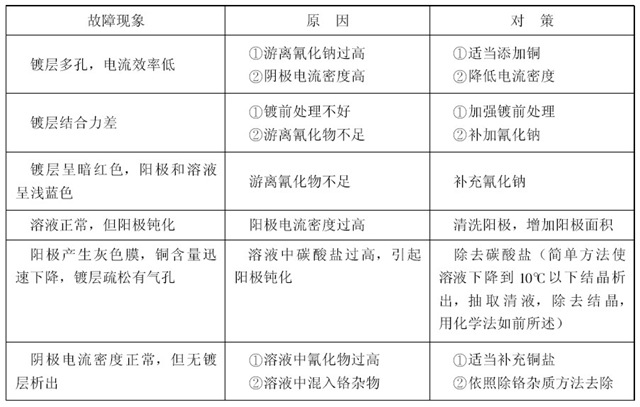
(1)一般每月需过滤一次,不作任何处理。(2)每班将落入槽内镀件捞起。(3)一般在配槽时一次加料后,镀液中铜离子Cu+供给主要靠电解铜的阳极来调节。(4)补充液面用回收液。(5)禁止其他镀液带入铜槽。发现故障立即处理。(6)严格控制维护好氰化物用量,是镀铜现场工作者必须时刻注意的事。前面谈到为了使氰化亚铜和氰化钠以1:2摩尔浓度比形成铜氰络合物,通常控制两者重量比在1:1.1进行配料。游离氰化钠控制在9.5-20g/L之间。有经验的工人现场判断氰化物含量变化,主要依据阳极溶解和镀层质量情况来判断,如阳极发亮,阴极发现大量的气泡(即析氢多),说明游离氰化物过量;若镀层发暗或有海绵状镀层形成,说明阳极溶解不正常,严重发黑,造成钝化;若镀液混浊,靠
氰化镀铜液的配制方法
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1634次
氰化镀铜液的配制方法(1)首先计算电镀槽的体积及其各成分的用量。(2)用水将氰化钠溶解并加温至-.).!*(注意在抽风的条件下进行)。(3)在另外容器中用少量水将氰化亚铜调成糊状,一边搅拌一边慢慢地加入到氰化钠溶液中。(4)然后分别将酒石酸钠钾、氢氧化钠等加入同时搅拌到完全溶解。(5)加水达到要求配制的体积,如果其杂质多,则必须进一步过滤处理。(6)取样化验,调整成分,最后在低电流下通电处理几小时后再试镀后即可正式生产。
电泳漆膜弊病及其防冶-湿漆膜剥落
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1286次
湿漆膜剥落在电泳后水洗或用压缩空气吹干过程中,受水压和风压的作用产生湿漆膜剥落的现象,称为湿漆膜剥落。这种剥落现象是由于湿漆膜附着力下降所致。产生附着力下降的原因是钢板和湿潦之间形成水层为减少湿蒜膜剥落,应提高漆膜附着力和降低漆膜的含水量,其措施为:(1)采用蒋前磷化和钝化,以获得表面均一的磷化膜,这样能较大地提高漆膜的附着力。(2)降低电泳槽中杂质离子的含最。因为可溶洼杂质的增加,使电极反应加剧,一方面在工件表面上形成气层或水晟{另一方面使漆漠疏松,影响漆膜附着力。(3)控制电冰簿中的助溶剂含量。槽液中溶剂量少,潦膜发于而薄,水分容易透过。若溶剂量过大,则电渗不好,漆膜发粘,含水量增加。(4)避免挂具与工件或工件之的碰撞,确保豢
电泳漆膜弊病及其防冶-颜料凝集
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1348次
颜料凝集由于颜料和衬脂凝集,致使电泳漆脱产生麻点、粗粒的现象统称为颜料凝集。凝集有两种类型。一种是电泳槽液中已产生凝集,在电淋时巳凝集的树脂颜料粒子受重力的作用,沉积在工件的水平表面上而被漆膜包裹。这类凝集很容易看出,粒子主要出现在水平面的上表面,在垂直面和水平面的下表面很少见。另一种凝集是产生在电淋过程中,它与工件的漆前处理不当,涂装条件差等有关。在电泳涂漆时,颜料大都由树脂的携带面泳涂在工件的表面上,因此颜料的凝集大都与树脂的凝集有关。凝集可能由补加的涂料或槽液自身的变化所产生,电淋漆经长期存放或储存的温度过高,过低(受过冷冻)都可能使原漆溶解不良。在补漆过程中,补给的方法很重要,补加双组分的阴极电泳漆或低胺的阳极电2求漆时尤其是这样,因为这二种情况,电泳漆的橱脂是不完全中
电泳漆膜弊病及其防冶-再溶解
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1318次
再溶解沉积在被涂物上不溶的湿电沫漆膜被槽液中的碱(或酸)再次中和而变成水溶的,使形成的漆膜局部或全部被溶解,这种现象称为再溶解。这种现象可发生在停车时浸没在电泳槽中的工件上,也可发生在电泳后水洗之前残留在漆膜表面上的液滴,或工件表面漆液集中流淌的部位当超滤液清洗时间过长时,也会发生再溶解现象。防止的办法是控制槽渡的pH值不要过高或过低,减少运输链的停车次数。在不得巳的情况下,可在开车前提前通电,使巳溶解漆膜的表面重新电泳上漆膜,或在停车时继续供给临界电压,使蒋膜在槽浪中的溶解和沉积保持平衡。尽管采用上述两种方法,漆膜外观受损的情况还是不可避免的。缩短电泳后到清洗之间的时间,在采用超滤液清洗的场台,应避免长对间冲洗,因为超漶液对澡膜的再溶解能
行业排行
热门文章

湘公网安备 43122202000176号