电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第337页
电泳漆膜弊病及其防冶-带电入擅阶梯弊病
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1408次
带电入擅阶梯弊病在被潦物带电入槽的情况下,被涂物的气液交界部位产生一种斜线波状和阶梯式的“消光带”(是一种非常细微的多孔质漆膜),在严重的情况下产生阶梯式针孔或漆膜呈水滴状局部鼓起,这种现象称之为带电入槽阶梯弊病。这种漆膜弊病是由于工件与槽液界面有气泡,在附着于工件表面的泡上电泳沫漆,不能形成正常的漆膜,这种气泡,正如针孔一节中所述,既可能来自于外界,也可能来自于电泳本身的电化学产物,因此要防止带电入槽阶梯弊病的产生。在设备设计方面应尽量消除入槽处的液面气泡,采用不带电入槽(特别是间歇式生产)或减弱入槽初期的电化学反应(即降低入槽的电压和电流,减少入槽部位的电极面积),提高槽液的固体分,以有利于漆膜中反应的进行。
电泳漆膜弊病及其防冶-水痕迹(或水渍斑痕)
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1827次
由于水迹而使电泳漆膜表面上产生凹凸现象,称之为水痕迹。其主要原因是在电泳以后,由于清洗不及时,槽液附着,使湿漆膜再溶解,或在水冼后的漆膜上有残留的水滴,在烘干过程中,水滴芷漆膜表面上沸腾,产生凹凸的潦面。解决水痕迹的方法是缩短电泳后到水洗前的谪漆区,并且在烘干以前将水滴吹干,避免进入烘干室后急骤升温。
电泳漆膜弊病及其防冶-异常附着
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1381次
因被涂物表面的导电性不均匀,电流密度会集中于表面电阻小的局部,引起漆膜在这一部位呈堆积状态附着,棉异常附着控制异常附着的措施,是减少表面污染、不均一性和漆膜中杂质离子的含量。因此,工件表面的污染物要彻底清除,同时防止人的裸手触摸产生二次污染。杂质离子(尤其是SO、cI等)的混入或槽液更新慢而变质酸败引起电导升高,这是产生“蛤蟆皮”(异常附着的一种)的主要原因。为了防止酸败,一般要求槽液更新期不超过三个月,并且将操作温度控制在一定的温度范围(20~30℃)内。
电泳漆膜弊病及其防冶-陷穴
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1322次
陷穴与针孔不同之处是,陷穴在凹坑的中心有成为核心的异物,凹坑的周围漆膜堆积凸起。其产生的原因是被涂物表面或电泳湿漆膜上附着有异物,或电泳漆液中混有电泳漆不相容的粒子,导致烘干初期漆液流展不平。控制陷穴的根本措施,是保证电泳前被涂工件表面和电泳后烘干之前漆膜的清洁度。因此,电泳前后工件要有防尘措施,对冲洗水的质量要严加控制,同时电泳漆和补加的电泳漆液应加强过滤。
电泳漆膜弊病及其防冶-针孔
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1319次
在漆膜上产生针状小凹坑的现象称为针孔。产生针孔的原因主要是工件表面的气体被漆膜包裹,在烘干过程中气泡破裂而出现针孔,或者是湿漆膜在电泳后冲洗不及时,被槽液再溶解而产生针孔。前者因气泡产生的原因不同,又分为气体针孔和气泡针孔。成膜物在电沉积过程中,由于电解反应,当工件作为阴极时,表面上会产生氢气,而作为阳极时则产生氧气。若产生的气体过多而又来不及释放出去,就会产生气体针孔。气泡针孔是在带电入槽的情况下产生的,由于槽液对圃体表面润湿不良,使一些气泡被封闭在漆膜内或是槽液表面的泡诛附着在钢铁表面上而形成气泡针孔。消除针孔的方法,一方面应从漆的本身找原因,提出解决办法.以提高电泳漆的库仑效率和电渗性能,减少气体的生成量和提高气泡的释放性。另一方面是在
镀铜液杂质怎么处理
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1257次
(1)锌离子与铅离子。少量的铅(0.015-0.03g/L)使镀层光亮,含量过多时镀层便会粗糙。锌的含量达0.1g/L时便会影响镀层的质量。两者均可用硫化钠沉淀法处理。处理时可将镀液温度加热到60度左右,加入硫化钠0.2-0.4g/L,情况不甚严重时经搅拌约1-2小时后便可试镀,严重时再增加2-4g/L的活性炭,搅拌达到要求时间后即过滤试镀。(2)铬酸根。少量铬酸根存在便会造成镀层不均匀、脱皮、发暗等故障,量较多时便会阴极效率下降。除去的方法一般都是用保险粉把六价铬还原为三价铬沉淀掉。现场处理时应注意将镀液加温至60度,搅拌下加入保险粉0.2-0.4g/L,如果铬酸含量过多要趁热过滤,过量的保险粉必须用双氧水处理,但双氧水用量要控制适量不可过量。(3)碳酸钠。少量的碳酸钠能使镀液具
氰化物镀铜影响镀液的主要因素
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1194次
(1)电流密度、温度变动范围较宽,一般提高温度可以使用较大的电流。通常宜控制在50-60度为佳,电流密度则控制在0.5-2A/dm2为最佳值,对生产尤为适宜。若电流密度过高,镀层易烧焦、粗糙,过低会降低沉积速度。(2)铜阳极板一般采用电解铜板,要选用坚实、结晶细致的电解铜,阳极电流密度不宜超过1.5A/dm2阳极电流密度过大,阳极上生成浅棕色薄膜。阳极不宜过多,过多则镀液内cu+升高,镀层会发红、烧焦,阳极面积与阴极面积之比一般采用1:(2-3)。(3)电流效率与电流密度及温度关系,阴极电流效率在电镀过程有较大影响,随着阴极电流密度的提高,电流效率下降,一般为了在较高的阴极电流密度下得到较高的电流效率,可采取增加溶液铜的含量,或者降低游离氰化物同时加入阳极去极化剂,也可适当地提
氰化物镀铜电解液主要成分的作用
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1433次
(1)铜氰络合物。它是镀液中主要成分,铜在含铜氰络离子镀液中,有较负的平衡电位,因此,钢铁、铝件、锌合金件浸入氰化铜镀液时不会发生铜的置换反应,可直接从镀液中获得结合良好的铜镀层。在铜氰络合物中的铜是一价状态存在,欲获取相同厚度的铜镀层,较二价铜形式存在的镀液消耗的电量要少一半。从这一意义上讲便可使沉积速度加快。实践证明,当镀液中游离氰化物含量与温度不变时,降低镀液中铜氰络合物浓度,可获得细致的铜镀层,并可提高镀液的分散能力和覆盖能力。但阴极电流效率和允许的电流密度上限将会降低。因此,作为预镀铜时便可用低浓度的铜氰络合物。在快速镀铜时,可用高浓度的铜氰络合物。(2)游离氰化物。游离氰化物的存在是控制氰化镀铜的重要因素。游离量过低其络合物稳定性降低,阴极极化小,镀层易粗糙发暗,阳极易
氰化物镀铜杂质的影响和检测与解决方法
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1424次
1.异金属杂质的来源⑴来源①由于小量铅的存在(0.015~0.03g/L)能使镀层容易光亮,所以有的电镀企业不科学地自配光亮剂,以铅盐配制氰化物镀铜光亮剂,而且含量高,事实在前期使用时、达到了一定的效果,但长时间的使用这种添加剂,槽液中的铅也逐步增加,当超过0.08g/L时,就会使镀层粗糙,产生脆性。②锌合金压铸件电镀,工件掉入镀槽内、长时间未能涝出,腐蚀溶解。而铅的成本低于锌、所以锌合金压铸件内常会有铅的存在,这样就会造成镀液中、即有铅杂质、又有锌杂质。锌杂质在镀液中高于0.1g/L时,会使镀层色暗,有条纹出现,高到一定量时镀层会变成黄铜色。⑵.铅、锌杂质的去除当镀液中有、铅(Pb2+)和锌(Zn2+)时,可根椐Pb2+和Zn2+都能与S2-生成难溶的硫化物沉淀的原理来
氰化物镀铜的镀液成分
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1744次
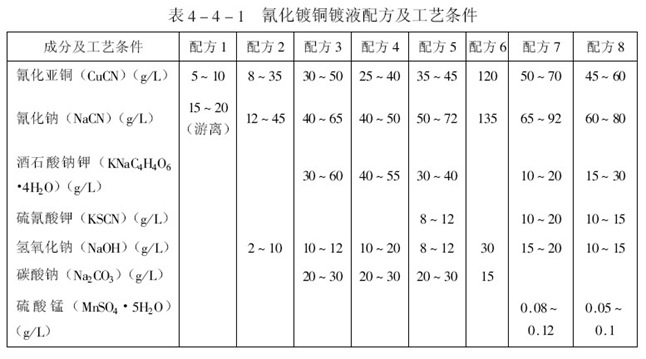
1.主盐:氰化亚铜(CuCN)、是供给镀液铜离子(Cu-)的来源,配制溶液时以氰化亚铜形式加入,而在实际生产中通常控制金属铜含量(氰化亚铜含金属铜70.9%),因为铜含量与游离氰化物有一定的比例关系。笔者认为氰化亚铜宜控制在35-80g/L之间较为合适,亚铜含量高,上铜速度快,生产效率高,但氰化亚铜过高,问题也明显增多,起泡的几率加大了很多。氰化亚铜太低时,阴极极化值增大,电流效率显著下降,允许的工作电流密度低,电镀速度慢,效率低。总的来说氰化亚铜的含量多少,与不同的零件金属基体有关,其配方及操作条件也稍有改变,如;滚镀普通铁件打底的碱铜一般30-50g/l,但锌合金压铸件就不同了,因锌合金压铸件打底铜层要加厚,铜层厚度一般不低于5μm,所以,电镀锌合金压铸件的溶液氰化亚铜的含量要达到5
行业排行
热门文章

湘公网安备 43122202000176号