电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第344页
化学除油之前未进行表面检查影响除油效果
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1168次
化学除油之前未进行表面检查影响除油效果化学除油工艺具有良好的除油效果,既能使矿物油脂得到乳化,又能使动物油、植物油脂得到皂化。但由于工艺条件等因素的限制,对某些工件表面附有过多的黄油、涂料乃至胶质等物质的清除则是无能为力的,故化学除油之前对工件需经过一翻检查,遇有上述污物时先要用机械方法或有机溶剂除去,这一工序不可疏忽。某单位就是轻视了这一工艺过程,结果工件反复多次返修,不但造成能源上的浪费,也影响了工作进程。
化学除油溶液中氢氧化钠浓度过高影响镀层质量
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1151次
某厂在配制化学除油溶液时,由于浇铸的氢氧化钠不易打碎,就将整大块的氢氧化钠装在蛇皮袋内,悬挂在除油槽中,原想溶解一部分后取出来。结果由于溶解时放热,溶解速度越来越快,待欲取出时,氢氧化钠早已溶完。据计算,溶液中氢氧化钠的浓度达到150g/L,致使除油后的工件表面出现膜层,影响了镀层质量。经试验,将此工件在酸中漂洗效果也并不好,虽可用鬃刷蘸炉灰擦刷,但又不可能把角落都刷到。将溶液充分稀释至工艺配方范围之后,问题得到了解决。可见,除油溶液中氢氧化钠浓度并不是越高越好。
化学除油溶液中水玻璃含量过高影响镀锌层结合强度
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1240次
某次发现镀锌层结合强度差。当时从镀锌溶液是否会被氧化性物质所污染,其配方组成是否在工艺规范之内(锌酸盐镀锌溶液中锌含量超标即会影响镀层的结合力),工件表面的前处理是否彻底等方面去探究,结果一一被排除,最后决定从源头找原因,检查化学除油溶液中是否埋有隐患。问到化学除油溶液中最近是否添加过材料,回答是经常添加材料,前几天还加过不少水玻璃。这是极好的线索,化学除油溶液中水玻璃浓度过高时,残留在工件表面的水玻璃必然也随之增加,水玻璃若在清洗中未能洗尽,则遇到酸时即会产生不溶性硅胶,从而影响镀层的结合强度。根据所获线索和可能引起的故障,把经过化学除油的工件进行强冷、热水冲洗之后,镀层质量有了很大改善,后又把化学除油溶液进行1:1的稀释,这一故障终于得到解决。
超声波脱脂
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1277次
超声波脱脂超声波脱脂是利用超声波振荡的机械能使脱脂液中产生数以万计的小气泡,这些小气泡在形成生长和闭合时产生强大的机械力,使零件表面沾附的油脂、污垢迅速脱离,从而加速脱脂过程。使脱脂更彻底。超声波可应用于溶剂脱脂、化学脱脂、电化学脱脂和酸洗等场合。一步或分步达到除脂(抛光膏、油污、蜡)、除锈、除膜(挂灰、浮渣、污膜)等效果。超声波脱脂溶液的温度和浓度都比相应的脱脂液低。因为温度和浓度过高都将阻碍超声波的传播,降低脱脂能力。使用超声波可降低脱脂液的温度和浓度,节约能源,保护基体金属免受腐蚀,防止阴极电解脱脂造成的渗氢。应该指出的是超声波脱脂液并不是简单地把原脱脂液稀释使用,而应合理选用脱脂液的组成和配比,选择合适的超声波振荡频率和强度等参数。超声波脱脂对处理形状复杂、有微
滚桶脱脂方法
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1081次
滚桶脱脂此方法适用于批量大、尺寸小而重量轻,用浸渍法脱脂易互相贴在一起或成团的零件脱脂。将这些零件放入滚桶内加上适当的磨料和脱脂液进行脱脂,效果好,成本低,操作方便。但对于易变形的薄片零件此方法不适用。
擦拭脱脂方法
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1205次
用毛刷或抹布蘸上石灰浆、氧化镁、去污粉、洗衣粉或金属清洗剂等在零件表面上擦拭脱脂。此法主要用于体积大、批量小、形状复杂、用其它方法难以处理的零件脱脂。
电化学脱脂溶液成分及工艺规范
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1158次
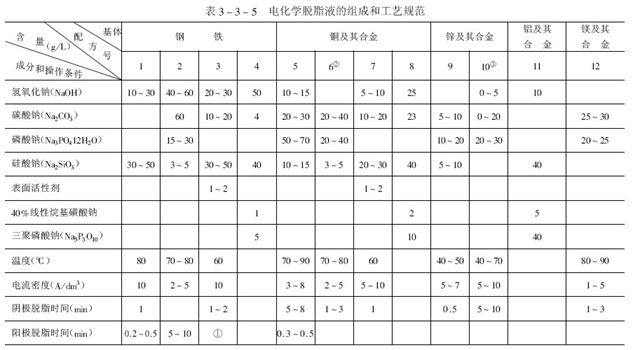
电化学脱脂溶液成分及工艺规范电化学脱脂溶液成分与碱液脱脂相同,只是浓度稍稀一些,而且一般不使用高泡表面活性剂。若使用高泡表面活性剂,则电解时因两极分别析出氢气和氧气,使泡沫覆盖在液面上或溢出槽外。而且当电极接触不良时会产生电火花,并引起爆鸣。1阴极脱脂和阳极脱脂交替。2铝、镁、锌合金也适用。3铝合金也适用,溶液中应加适量缓蚀剂和较多的表面活性剂。
电化学脱脂的特点
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1243次
电化学脱脂的方式有阴极脱脂、阳极脱脂和阴阳极联合脱脂。电化学脱脂是脱脂最终的工序。阴极脱脂阴极上析出氢气的体积为阳极上析出氧气体积的两倍。所以阴极脱脂效率比阳极高,基体不受腐蚀,但容易渗氢。溶液中如含有金属杂质会在零件表面沉积,影响结合力适用于有色金属件如铝、锌、锡、铅、铜及其合金件的脱脂阳极脱脂基体金属无氢脆,能除去零件表面的浸渍残渣和某些金属薄膜如锌、锡、铅、铬等。但阳极脱脂效率比阴极低,且对有色金属腐蚀大硬质高碳钢、弹性材料零件如弹簧,弹性薄片等一般采用阳极脱脂。但铝、锌及其合金等化学性能较活泼的材料不适用阴-阳极联合脱脂交替进行阴极和阳极脱脂,发挥二者的优点,是最有效的电解脱脂方法。根据零件材料的性质,选择先阴极脱脂后转阳极短时间脱脂,或先阳极脱脂后转
化学脱脂-低温、高效碱性脱脂
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1240次
传统的高温碱性脱脂工艺存在着脱脂效率低、碱液温度高(65-90度)耗能大、碱雾污染环境、废水处理费用高等问题。为此广大电镀工作者对脱脂工艺进行了大量的研究、已开发出各种不同类型的脱脂剂。例如,LT-83清洗剂(北京电镀总厂生产);BCS-943常温水基脱脂剂(北京金洁利实业有限责任公司生产);SP2低温化学去油剂、SP3低温电化学去油剂(杭州表面精饰公司生产);BH-7多功能碱性除油剂、BH-9低温电解除油剂(广州二轻所生产);HMC-01,HMC-02低温化学、电化学去油剂(华美电镀技术有限公司生产);SS浸洗除油粉、ES电解除油粉(南安电镀技术工程有限公司生产)等等。1脱脂剂配方的选择依据脱脂剂的配方研究和选用应根据被清洗脱脂物的基体材质、油污种类以及脱脂时所
化学脱脂-酸性脱脂
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1192次

化学脱脂-酸性脱脂酸性脱脂液可同时除去油污和薄的金属氧化层。它由有机或无机酸与表面活性剂混合而成。
行业排行
热门文章

湘公网安备 43122202000176号