电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第347页
镍、锌、镉、铅、硅、钽、锆化学抛光配方及工艺条件
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1247次
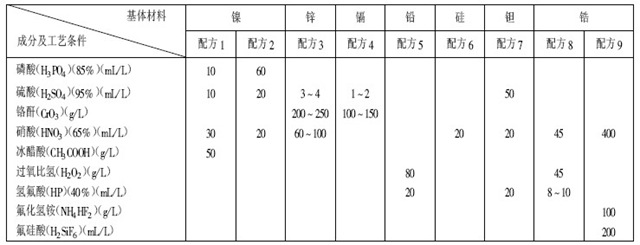
镍、锌、镉、铅、硅、钽、锆化学抛光配方及工艺条件银、铍、钛、锗、镁化学抛光液配方及工艺条件
铜及铜合金化学抛光配方及工艺条件
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1573次
铜及铜合金化学抛光配方及工艺条件 注:配方1配方3适用于铜与黄铜;配方2适于较精密零件;配方4配方5中酸浓度低,适于抛黄铜析出有害气体少,工作温度过度应冷却;配方6可降低氮氧化物析出量改善环境;配方7适应范围广,当抛光含Sn量大于5%合金时,可用硫酸代替1/3冰醋酸,便可提高抛光质量;配方8和配方9适用于抛表面粗糙度低的零件。含硝酸的化学抛光液在使用中,若发现析出黄色二氧化氮烟较少,零件表面呈暗红色时,应经常补充硝酸(配量1/3补充)。防止过量水带入槽中使槽液浓度稀释,零件抖掉积水或干燥后再入槽抛光。
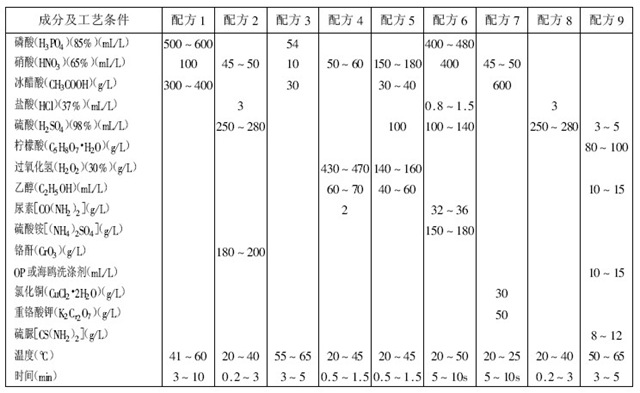
铝及铝合金化学抛光配方及工艺条件
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1363次

铝及铝合金化学抛光配方及工艺条件,一般多采用磷酸基溶液进行化学抛光,非磷酸的方法也有。铝及其合金化学抛光配方及工艺条件注:配方1可抛光纯铝和含铜量较低的铝合金;配方2适于纯铝和铝镁、镁铜合金;配方3适于纯铝;配方4适于工业纯铝及铝含镁合金;配方5适于含铜、锌较高强度铝合金;经配方1或配方4的铝件和铝合金件化学抛光后,一般应在400-500g/L硝酸或在100-200g/L,铬酐溶液中,室温下浸数秒至十秒钟,以除表面接触铜。
不锈钢制品的化学抛光配方及工艺条件
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1383次
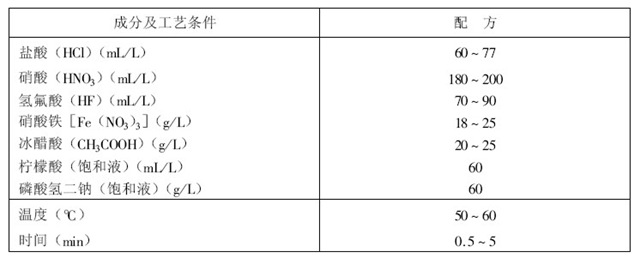
不锈钢制品的化学抛光配方及工艺条件可在下述配方中进行:不锈钢化学抛光配方1不锈钢化学抛光配方2
钢铁制品的化学抛光配方及工艺条件
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1441次
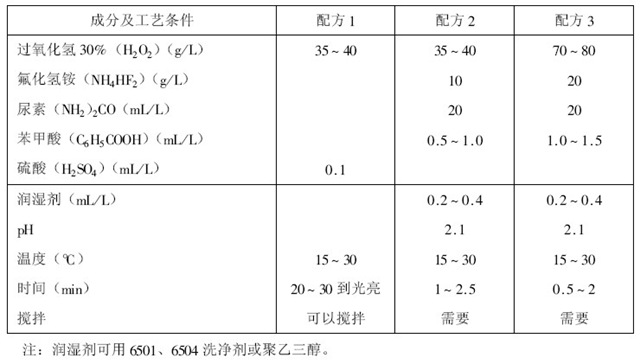
钢铁制品的化学抛光配方及工艺条件低碳钢制品化学抛光配方及工艺条件 现场维护中注意:1双氧水分解较快,应及时补加5-10g/L,,同时补充氢氟酸4-6g/L,,以使溶液PH保持2.1%左右。2溶液中铁离子超过35g/L,即需要换。3抛光过程是放热反应过程,可冷却降温以保持要求温度。
电镀零件抛光技术及工艺条件
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1791次
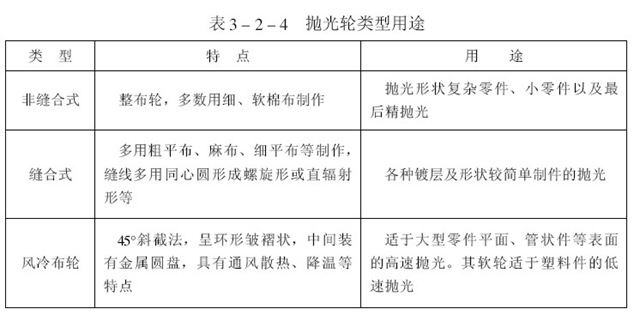
抛光是为了得到光亮的镜面般的表面,它实质上是通过抛光轮来平复磨光后的制品表面上极微小的不平处,达到降低零件粗糙度的目的。当抛光轮高速旋转时,零件与布轮摩擦产生高温,使金属塑性变形,在抛光力作用下,凸起的部分被压平并流动,凹下的部分被填平,从而使细微不平表面得到改善。对铬镀层一般都需进行抛光,抛光后的铬镀层色泽均匀,表面粗糙度降低,光亮度显著提高。铬层上有轻微的烧黑、白雾、水渍等缺陷,经抛掉,中间镀层如用铜!锡合金,都必须镀后抛光再盖铬。同时,在抛光过程中,金属往往与周围空气发生氧化反应,在其表面生成一层很薄的金属氧化膜。因此,抛光金属表面主要被抛下来的是金属氧化膜层,它被抛掉后,在极短时间0.05s内新的金属表面层又迅速被氧化,生成一层薄氧化膜0.014um然后又被反复抛光,最后越抛越光,
电镀零件磨光技术及工艺条件
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1283次
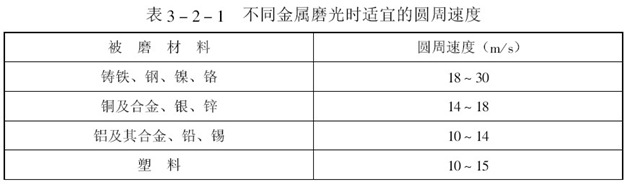
系利用磨光轮上磨料的尖锐棱角切削零件表面,以达到去锈皮和整平零件表面的目的。磨光的目的是为了保证通过打磨后,使基体金属达到规定的粗糙度标准。如标准规定电镀后表面粗糙度标准为Ra>0.02-0.04um,因此,打磨后的基体金属表面粗糙度必须保证Ra在0.08-0.32um之间,才能达到要求。如表面绣斑较为严重的凹凸不平零件基体,一般先用80#-100#-120$-140#粗砂轮进行初步打磨,再进一步用细砂轮磨光,最后用160#-180#-200#-220#-240#砂粒加黄油进行磨光,方可达到上述粗糙度要求。实际生产中,可根据金属制品粗糙程度和所要求的表面粗糙度,选定不同粗细砂磨和打几道工序为好。电镀预处理研磨通常使用120#-280#磨料。如制品很粗,可先用比120#更
电镀零件化学抛光简介
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1145次
依靠化学浸蚀作用,对金属制品在特定的条件下进行抛光叫化学抛光。金属表面微观凸起处在特定溶液中的溶解速度比微观下凹处大得多,这样,便逐步整平而获得平滑、光亮的基体表面。化学抛光可以用于仪器制造、铝质反光镜的制造以及其他零件或镀层的装饰性加工。
冶金因素对电镀质量的影响
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1150次
冶金因素对电镀质量的影响,冶金因素是造成零件表面上存在宏观或微观的物理和化学不均一现象的主要原因。由于零件表面物理和化学的不均一,导致镀覆层的质量受到明显的影响。譬如,基体材料的化学组成、热成型方法、冷塑成形方法、热处理方法和化学热处理方法等对镀覆过程特别是转化膜处理过程的影响很大。金属材料中含有的元素种类和数量决定了材料的牌品、规格和金相组织特点。具有固溶体金相组织的金属,通常自身都有较好的耐蚀性,表面很容易被钝化或氧化,如果没有使表面很好活化的措施,就很难在这种金属表面上获得与基体结合牢固的镀覆层,也很难在其上面获得质量好的转化膜层。具有多相金相组织的金属,随所含的元素种类和含量的不同,金属表面上的化学不均一性差异很大。它不仅影响金属表面镀前活化处理的质量,还影响镀覆层的质量。
电镀零件表面状态的质量控制
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1086次
电镀企业在接受零件制造企业委托加工零件之前,应认真实施零件镀前表面状态技术协调程序:1认真消化零件的设计图纸,提前发现零件上可能存在的各种妨碍获得优质镀覆层的各种缺陷;2与零件的设计和制造工艺部门进行技术协调,并将协商的结果落实在图纸上和技术协议上;3电镀企业按零件图纸和技术协议规定的技术要求验收零件镀前的表面质量。一、认真消化零件的设计图纸为了保证零件镀覆后的质量,必须认真的消化零件的设计图纸,必要时还应了解零件的制造工艺流程,以便提前发现零件上可能存在的各种妨碍获得优质镀覆层的缺陷。应该从以下几个方面对零件的设计图纸和制造工艺进行认真的分析:1零件形状对镀覆层质量的影响;2镀覆层厚度对零件尺寸及配合精度的影响;3
行业排行
热门文章

湘公网安备 43122202000176号