电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第348页
零件结构对电镀质量的影响
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1171次
零件结构的影响在要求镀覆的零件中,常会遇到将边棱折叠或卷边的金属薄板件、用搭接焊或点焊组合的零件、其他留有缝隙没有进行满焊的焊接件、用压配合或铆接方法连接的组合件等类零部件,它们的缺陷就是在零件上留下可容留化学溶液的缝隙或孔穴,镀覆之后,不仅缝隙或孔穴内容留的溶液会在工序间被带来带去,使工作溶液遭到污染,另一方面残留在缝隙或孔穴中的溶液干固后,将成为日后零件在自然环境下使用时,使零件产生缝隙腐蚀和破坏镀覆层的主要腐蚀介质。电镀企业遇到上述类形的零部件时,必须与用户进行技术协调,要求零部件制造企业设法封闭零部件上存在的缝隙与孔穴,或者双方制订专项的验收技术规范。
零件表面粗糙度对电镀质量的影响
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1983次
零件的设计者在确定零件表面加工粗糙度的指标时,较多考虑的是产品的使用性能、装配性能等因素,往往忽视零件表面粗糙度对镀覆质量的影响。譬如,零件在进行电抛光或化学抛光时,零件处理前的表面粗糙度,明显的影响着抛光后表面粗糙度的降低程度,零件抛光前的表面粗糙度越低,抛光后表面粗糙度的降低幅度就越大。对具有孔隙率质量指标要求的镀覆层来讲,零件镀前的表面粗糙度越低,越容易获得无孔隙的镀覆层,反之,即使增加覆盖层的厚度,有时候仍难以获得无孔隙的镀覆层。此外,零件表面的粗糙度越大,镀覆表面的真实面积与计算面积之间的偏差就越大,当表面粗糙度小的零件与粗糙度大的零件在同样的电流下电镀时,镀覆层达到同样平均厚度所需的时间,前者将明显的少于后者。当镀覆具有内孔、内螺纹的零件时,表面粗糙度大了之后,不仅降低镀速
零件表面缺陷对电镀质量的影响
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1251次
零件表面的缺陷,也会影响镀覆层的质量。1零件在工序转移或运输过程中,有可能因没有认真保护而受到机械损伤,使零件表面产生拉沟、划伤、撞击凹陷等缺陷。这些缺陷如果不消除,零件表面处理以后仍然会被复制出来,影响镀覆层的外观,即使在整平性能非常好的镀液中进行镀覆,也不能将它们完全掩盖。2零件上边棱部位存在加工毛刺、锐角未倒角或倒圆,表面处理以后,将造成零件上边棱部位的镀覆层严重缺陷。3在焊接组件的焊缝表面上,如果存在未除尽的焊渣,表面处理以后将影响镀覆层的完整性和外观。如果焊缝上有气孔,不仅会影响镀覆层的致密性,更严重的是气孔中会渗入化学溶液,待零件表面干燥以后,气孔中所含的溶液就会慢慢地渗出来,轻者在气孔附近结霜,重者将会腐蚀孔周围的镀覆层。4在零件表面上如有金
零件尺寸精度电镀质量的影响
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1452次
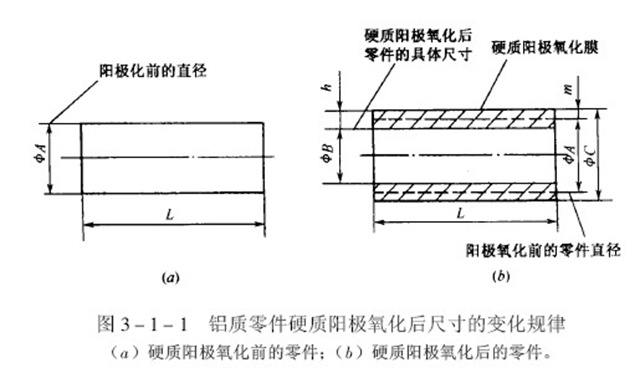
由于镀覆层具有一定的厚度,零件进行表面处理之后,必然会引起零件尺寸的变化。通常设计图纸上规定的零件尺寸及公差,都是指零件的最终尺寸及公差,假如零件没有配合的要求,在零件的最终尺寸上进行电镀或化学镀尚属可行;假如零件的精度较高、装配以后的配合间隙不能较宽裕的容纳镀覆层的厚度及其偏差,那么在零件的最终尺寸上镀覆,对产品的装配和工作性能是不利的。为了解决有配合要求的零件镀后尺寸配合的问题,必须通过与零件的设计和工艺部门,协商确定零件的镀前工艺尺寸,事先预留镀层的厚度及其镀覆的尺寸偏差。必须注意的是,只预留镀层厚度而不预留镀覆时可能出现的厚度偏差的做法是行不通的。转化膜处理引起零件最终尺寸变化的规律与电镀和化学镀有所不同。由于转化膜层是通过金属零件表面在化学溶液中自身的溶解转化而形成的,所以转
零件形状对电镀质量的影响
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1375次
零件的形状是设计人员根据产品结构的需要设计确定的,但是零件的形状往往给表面处理生产带来许多棘手的难题。譬如,大面积的平面型零件、成形的管状零件、球形零件、具有盲孔或内螺纹的零件、边棱未进行倒角或倒圆的零件、重量很轻的薄片零件、具有孔径长度比很小的深孔零件、要求内表面镀覆的管状零件、工作表面呈尖锥状的零件、盒状零件、瓶状零件等形状复杂的零件进行表面处理时,如果不采取特殊的技术措施,就很难在零件的表面上获得质量满意的镀覆层。零件形状对电镀质量的影响,主要是由于它影响着电镀电流在零件表面上分布的均匀性。在零件上的边棱部位、孔口部位是电流比较集中的部位,这些部位分布的电镀电流可能要比其他表面高很多倍,而在深凹的表面上,如孔的内表面、内螺纹表面,往往不使用辅助阳极是很难引入电镀电流的。由此可见,
镀覆前预处理的质量要求
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1260次
电镀、化学镀、转化膜处理等表面处理工艺的一个共同特点,就是在金属或非金属基体表面上形成覆盖层所进行的电化学或化学反应,都是在基体表面和化学溶液之间的界面处完成的,因此覆盖层的质量既受制于化学溶液组成和操作条件,也受制于基体的表面质量。金属或非金属基体和化学溶液两者是电镀、化学镀、转化膜处理过程中的一对互为因果的矛盾体。通常电镀企业的经营者、工艺人员比较重视表面处理工艺对覆盖层质量的影响,往往忽视基体表面质量对覆盖层质量的影响。其实,金属或非金属基体的表面质量对覆盖层质量的影响是不容忽视的。零件表面镀前的状态对覆盖层生成质量的影响,通常是通过零件表面的形状、尺寸精度、表面存在的缺陷、表面粗糙度、零件的结构、制造过程中的各种冶金因素等方面表现出来的。这些影响因素对零件表面与化学溶液之间
电镀件预处理液配方设计与溶液分析方法
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1216次
镀件表面的状态和净洁程度是获得优质镀层的根本保障,粗糙、油污的表面不可能得到平滑、光亮、结合力好、抗蚀性强的镀层。实践证明,镀层出现剥落、起泡、花斑、抗蚀性差等往往都是镀件预处理不当造成的。预处理工艺包括抛光、除油、浸蚀和预镀等工序。(1)脱脂液脱脂液能够除去镀件表面的油脂,使镀件表面与镀液具有良好的浸湿性。脱脂液就是金属清洗剂,主要是由NaOH,Na2CO3,Na3PO4,Na2SiO3和乳化剂等组成。(&)浸蚀液浸蚀液能够除去镀件表面的氧化皮和钝化膜,使镀件表面活化。浸蚀液有酸性浸蚀液和碱性浸蚀液,酸性浸蚀液应用广泛,由酸、缓蚀剂、表面活性剂组成。(()抛光液抛光液能使镀件表面平整产生光泽,分化学抛光液和电化学抛光液两种。化学抛光液由多种酸、乳化剂和
电镀退镀简介
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 2891次
退镀镀层不良或在修理工作中须重新电镀时,要将原有镀层除净。除去镀层一般采用化学方法为主,少数情况也用电解或以机械方法来去除。很薄的镀层用抛光甚至吹砂方法也能顺便除掉。很多电解方法除镀层很有效,但除了专事维修或生产量很大的单位以外,很少投入许多面积来设置专用的电解除镀槽和设备者。因此,退镀工作多力求比较简便易行。退镀溶液要求能够较迅速地溶解镀层而不会伤及基体材料,特别是尺寸精密和加工光洁度很高的零件。酸和碱浸泡无疑是用得最多的方法,取其价廉、溶解快而又能适应多种镀层。除非十分必要,退镀用的溶液很少加入过多的组分。因为退镀溶液溶解镀层的速度总是很快,随着金属的溶入而减慢其溶解速度,而且回收较麻烦而也许不值得,所以很容易废弃。生产面积或槽子设备紧张的车间,用后即弃是常事。在各
电镀件后处理清洗方式和干燥简介
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 2537次

清洗是电镀工艺流程中极其重要的环节。因为使用的溶液不止一种,而每种都有严格的成分范围和杂质限制,因而其间必须以十分仔细的清洗工作作为过渡。被镀零件从处理槽内取出时,不可避免地表面上沾有残留的溶液。由于零件形状、表面状态、零件提出的快慢、溶液的表面张力和其他特性,沾附和夹带出的溶液量很不相同。但无论如何,一种处理溶液决不应清洗不净而带入下一种溶液内从而导致污染。所以工序间的清洗必须给予足够的注意。最后清洗的工作前面已有讨论。清洗是既简单又复杂的工作。特别是对形状复杂的、细小或平面又大量堆积的、表面粗糙的、具有小孔、凹陷、细槽、内脏、细长管状结构或粗而大的型面等的不同镀件,清洗都会带来困难,而有时还需特别的技巧。越难清洗的零件,将上槽的溶液带入下一槽的机会就越多。一
电镀后处理氢脆消除
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1608次
氢脆消除金属因吸氢而导致脆件是一个很复杂的课题。对于电镀,发现因电镀时在阴极上析出的氢渗入镀件而引起的缺陷也已很久。氢致电镀缺陷实际表现为两个方面,即氢致基体材料的破坏(氢蚀),和氢致镀层的缺陷。两者均对电镀质量造成严重的问题。电镀过程中的氢来自于阴极过程。镀液的电流效率鲜有完全达到100%,因而在电镀过程中零件的表面总是有氢析出。这些氢聚集成气泡的形式向液面逸出,或者以小泡的形式粘附在被镀的表面上。除了电镀过程本身之外,其他的配套工艺,例如电解除油时的阴极除油,酸腐蚀等,均是氢的重要来源。零件表面上吸附的氢会继续向表面内的材料结构深入并在镀件内部积聚。一部分的氢进入材料结构,或成为化合物,或以游离形式存在,一旦条件合适便会反向扩散逸出。这种进入的氢将导致基体材料的脆性
行业排行
热门文章

湘公网安备 43122202000176号