电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第349页
电镀后处理附加防护简介
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1342次
常规的镀后处理包括清洗、干燥、补充处理、附加的防护和产品检验等工作。清洗、干燥和检验是必须的,对产品质量的影响也最重要。补充性的处理和附加性的防护往往视产品和镀层的品种和要求而异。例如镀锌、镉,为了防止白锈和延长工作寿命而补充钝化;为了装饰而将镀层着色或补充涂饰;薄壁的、冷作的弹簧和高强钢等制品须加回火或除氢等,均是针对性的措施。至于产品要出厂运输、库存、转移等需要附加的短期或长期防锈措施、油封包装等,均和实际的环境或要求,和产品生产的计划和特点等有关。电镀后的零件不能存放在生产区域,也不应随便用赤手触摸。1附加防护作为一种表面镀覆,经过电镀的制品表面上便覆盖了各种类型的金属镀层,因而从外观上改变了制品的面貌。这些镀层大多不像钢铁等基村那样容易发黄锈,所以很容易遭到误解
电镀前处理不导电基体的金属化
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1289次
不导电材料的电镀包括塑料、陶瓷、纤维和各种有机材料的电镀,近20年来有很大的发展。特别是线路板、电器元配件方面对非金属电镀工艺有很大的需求。在机械产品和日用品方面,由于逐渐采用塑料来代替金属,也使塑料的电镀装饰方面产量大幅度增加。由于材料不能导电,所以开始时需要使其表面通过化学方法来形成初步的导电层,而这层导电膜应当与材料结合牢固,从而能够在此基础上进行正常的电沉积。许多非金属材料的表面比较光滑,也缺乏易于使金属原子结合和成核生长的条件。所以,在沉积金属前一般要设法使其表面活化和粗化,而这种处理须用简易的化学方法来完成,并且不能从本质上损伤材料表面。目前这种初步处理是采用粗化、敏化、活化等顺序步骤来稳步的完成。最后在这个基础上进行化学沉积而使整个表面上形成一种牢固的能导
电镀前处理易溶解材料的包覆防护
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1251次
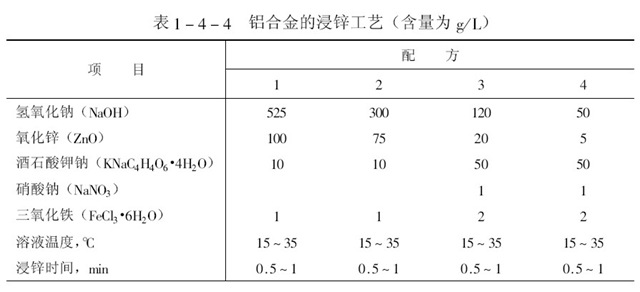
镁、铝等轻金属和合金电位较负,在很多镀液内均会自发溶解或发生置换反应。因此镀前必须专门打底来防止。通常铝材表面都存在有自然的氧化膜层,须先用碱溶解。碱液可以用5%-10%的氢氧化钠溶液,或直接利用碱除油溶液。温度以50%-60%为宜,当零件表面猛然冒出大量均匀的气泡时便表示腐蚀去膜过程已经完成。膜溶解后表面会遗留挂灰而发暗,可以30%左右的硝酸洗去,习惯称为出光。出光后的表面要立即浸锌,清洗等间隔不能长,否则要重新处理。浸锌的工艺条件对于表中。常规的浸锌溶液很浓,如果按比例减稀(配方2.3)可以节约材料,也方便清洗,但操作项很仔细。浸锌一般反复2次,中间可在硝酸中洗除。这样得到的锌层包覆比较均匀细致。浸锌工作完成后可以直接预镀镍打底,再镀其他镀层,化学镀镍亦可。如用铜来打底,必须
电镀挂具与绝缘简介
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1603次
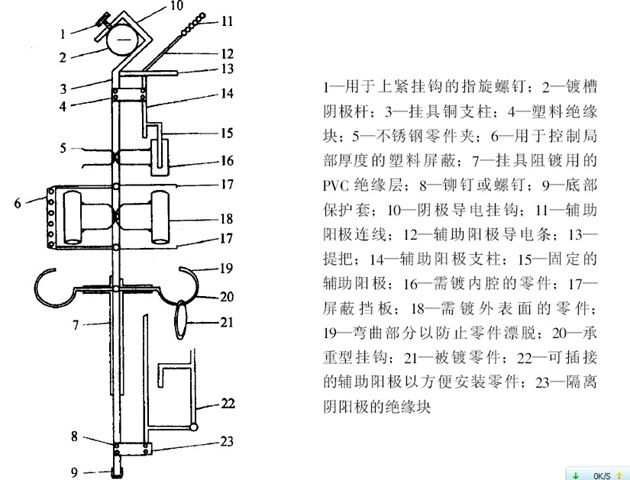
电镀挂具与绝缘简介电镀用的挂具应能固定被镀件、保证导电和安装必要的辅助性阳极和屏蔽用的遮板。典型的各种结构部分可以图为例。挂钩部分用铜以保证导电良好。如果通过的电流大或零件不稳时须配备螺丝夹紧。电流通过的路径须能承受所通的电量而不致发热,所以铜大致能承受2A/mm2 ,铝1.5A/mm2,而钢只能1A/mm2.挂具与零件的接触宜紧以防电阻过大而发热,接触面积亦不应过大,否则会在镀层上显露触点和欠镀的斑点。为了减小或消除这种印痕,保证镀层完整和均匀,电镀过程中要能方便的更换接触点。挂具也不应设计得太笨重,用吊车的挂具要配备挂钩。
电镀前处理多孔材料的填充
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1306次
粉末冶金制件等多孔性的材料在电镀过程中容易渗入溶液,不仅难清洗,而且残余的镀液日后渗出将破坏镀层和与之接触的其他材料。铸件或其他可能带有疏松、气孔、砂眼、隙缝或带有微细裂纹的零件也会遇到类似的情况。如果对这类零件不进行封孔,电镀后惟一的办法只能是反复浸泡与清洗。冷热水交替往往会有所帮助。镀层的厚薄也会有所影响。若镀层很薄,则镀层不太会影响清洗,只须注意清洗仔细和彻底。有时检查一下洗后干燥时渗出水的酸碱度或盐类,也可大致了解清洗的彻底与否。很厚的镀层如果镀覆速度较快,常能起到封孔的作用。中间厚度的镀层问题较多。因为镀层常常会在孔口部分形成不完整的桥接。这种架构会使清洗特别困难。目前流行的办法是将多孔的零件例如粉末制品用树脂、蜡料或一些熔融的化合物将孔封闭。用填充孔隙的方法来避免清
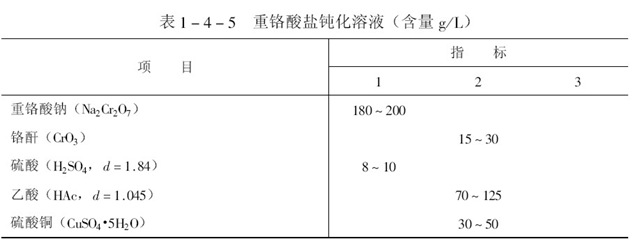
电镀前处理易钝化材料的预活化
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1343次

不锈钢、耐热合金以及许多有很强自发氧化倾向的材料如镀镍层等,如不进行预活化则镀层结合不良。对于这类表面,通常在镀前先专门腐蚀使之活化并迅即电镀。活化后的表面重新钝化很快,所以为了方便操作,保证表面镀上镀层时不致已经钝化而更多地采用活化后随即须镀加以覆盖的方法。对于要镀较厚的镀层时,预镀就更为重要。比较流行的活化预镀方法是利用有较强酸性的称为(武德)镀镍溶液 表中的配方1为比较简单的化学方法。配方%加上电解,在阴极上处理或先阳极后阴极处理,效果比单纯的浸泡好。配方$是先按!或%
电镀前处理的电抛光和化学抛光
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1610次
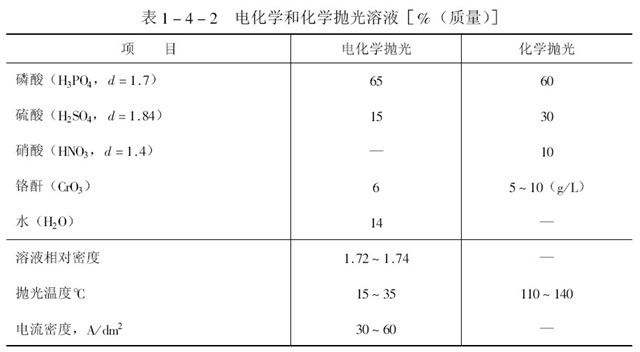
电抛光和化学抛光工作可以做单独的表面处理方法以代替机械抛光,也可以用来做电镀前的准备处理。但这种方法有一定程度的表面溶解,并可能消除型面上的一些尖棱,所以采用时要考虑尺寸和形状的裕量。电抛光和化学抛光除了能赋予表面光滑和光泽外,也有其他的应用效果。例如常用这种方法来消除表面的冷作硬化层、减少显微毛糙、改善摩擦和减少磨损量、提高导磁率和减少磁耗、去除锐棱和消除毛刺、暴露金相组织和用以检查微细裂纹和材料缺陷等等。电抛光后材料的裂纹和发纹容易显露,所以对检验这类缺陷时也十分有用。电抛光与化学抛光和通常的机械方法不同,抛光的效果实际上与材料表面的组织有关。并且抛光过程通常伴随有溶解,所以不宜抛得太久。抛光的速度也很快,对节省劳力
电镀前处理中的中和和专项处理简介
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1665次
用碱性的电镀溶液来电镀时,为了防止可能吸附的残余或没有冲洗干净的残留酸液影响镀液,须用稀碱例如3%-5%的碳酸钠来中和,弱腐蚀和中和都是短暂的处理。半至1分钟左右便可。一些钢铁制件弱腐蚀后耽误而不能立即电镀时也常暂时存放在中和用的碱液中。除了常规的除油、弱腐蚀、中和之外,不同类型和不同表面状态的材料,由于被镀面的状态不同,镀前还须增加一些附加处理。最常见的这类处理包括用以改善表面平整和光泽的电抛光或化学抛光、易钝化材料的预活化和活化后的保护、易溶解材料的打底包覆、导电差或者绝缘性材料的导电化处理、多孔性材料的填孔防渗等等。这些措施均须在正常电镀前妥善的完成。
电镀前的弱腐蚀
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1344次
弱腐蚀清理电解除油后残留的表面氧化物、膜层或残留的吸附物质,并腐蚀以活化和暴露出基体材料的结构,用稀酸弱腐蚀是必要的工作。而且弱腐蚀之后因为表面已被活化并暴露出新鲜的晶面,所以不宜在空气中久留。电镀沉积起始时大多有一定程度的晶面外延,所以也不能腐蚀过强,也要防止出现表面挂灰。否则要刷洗并重新活化。用做弱腐蚀的酸液,通常用得较多的是较稀的10-15%的硫酸。也有用5%-10%左右盐酸的,表面溶解性能较好,但盐酸气味较硫酸重,清理不彻底时氯离子更易污染电镀溶液,并且较敏感而不易清除。有些较易钝化的材料如不锈钢、耐热合金等也常用浓盐酸或加入氟硼酸、氯氟酸等或微量有络合能力的试剂,但这常常使往后的清洗和环保问题更为尖锐。铸件表面夹砂往往
电镀工件电解和化学除油
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1597次
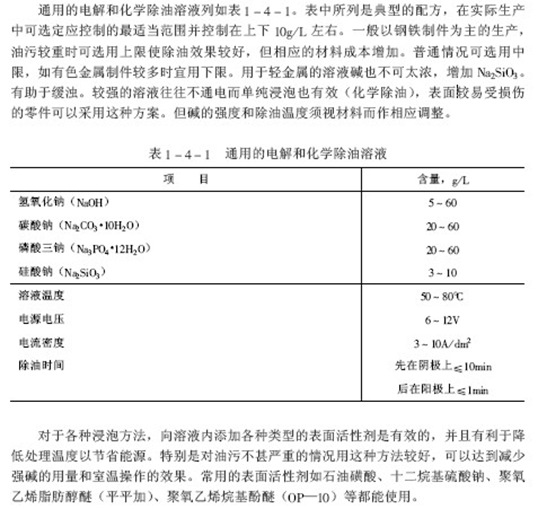
电解和化学除油利用零件作为阴极时析出的氢来搅动溶液、剥离油污并促进乳化及皂化过程,比单纯浸泡要有效很多。因此电解除油方法被广泛用于镀件镀前的最终清洁。电解除油溶液用强碱作为主要组分,加入助剂水玻璃(硅酸钠),也可适当加一些表面活性剂,但不一定十分必要。过多的泡沫件表面活性利往往有害,因为形成的氢氧混合泡沫当遇到导电杆等进发的火花时易于爆溅。
行业排行
热门文章

湘公网安备 43122202000176号