电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第353页
电泳设备生产线输送系统电气控制简介
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1185次
电泳设备生产线电气控制系统简介对于推杆悬链、自行电葫芦系统和程控行车系统一般都由可编程序逻辑控制器(PLC)进行控制,还会使用更多的控制界面。输送链上的读码器会发出指令使其按照事先安排好的顺序运行。操作读写站能过键盘、触摸屏、计算机鼠标等信息输入系统。代码的形式可以是简单的标记、射频标识或光学扫描装置等;目前,应用比较广泛的是扫描不同截面的金属条形码。每块板都有独自的截面图形,类似于条形码,通过数字识别或存储。由于可靠工作温度高达4500F,射频标识技术目前开始流行起来。这些装置可以安装在系统的各个角落,控制吊具运行到指定的装挂点、选择涂装工艺、进行编组、烘干、制定下件点。输送系统运载工件通过加工区、涂装区,最后送往装配线。还可以通过数据收集装置记录零件的数量、系统的故障、不合格
电泳生产线之多功能穿梭输送机
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1298次
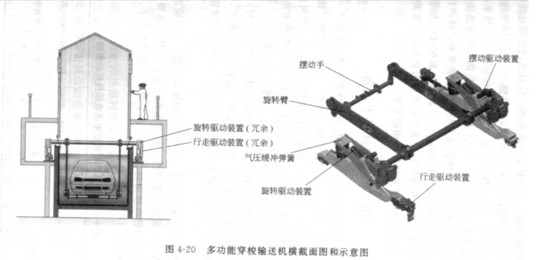
多功能穿梭输送机多功能穿梭输送机是前处理电泳用的一种新型输送设备,它的最大特点是可根据不同车型来分别优化不同浸入角度、翻转方式和前进速度,满足最佳处理方式,为了得到最好的质量,能过PLC的控制,车身可以灵活地以不同的位置和朝向通过槽体,由于其估越性,使设备大大缩短,从而可用于前处理电泳设备来代替摆杆式输送机或其他运输设备。多功能穿梭机是一种单独的输送设备,在前处理及电泳线上可根据工艺及产量的需要安装多台多功能穿梭机,此多功能穿梭输送机有三个驱动装置,即行走驱动装置、摆动驱动装置和旋转驱动装置,其轨道跨越于设备的两侧构成一环形的闭合线路。为便宜于检修,在线路上设置了检修轨段。多功能穿梭机的横截面和示间图 多功能带式输送机由主输送机
电泳生产线之全旋反向输送机(Ro-dip输送机)
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 2267次
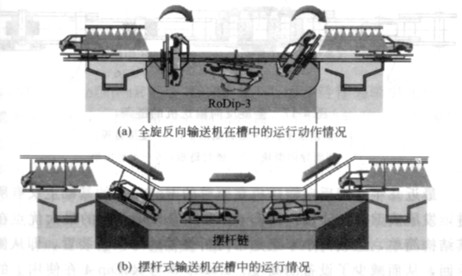
全旋反向输送机是一种新型的前处理电泳用输送设备,用以代替悬挂输送机和摆杆式输送机,因4-16是全旋反向输送机和摆杆式输送机在电泳槽中运行时动作的比较。全旋反向输送机上的轨道和承载牵引为一直线轨道和链条,制造和安装都比较简单,全旋反向输送机的链条(见图4-17)上按照车体载荷的节距装置有一滑橇支承托架支座,此滑橇支承托架支座用以放置滑橇支承托架,见图4-18。滑橇就放置在此托架上,用锁紧机械锁紧,车体和滑橇依靠导向滚子在特制的上行走,实现车体的旋转,可以自由旋转3600,后底部向上,尾部向前,反向前进,再旋转180O出槽,实现反向浸渍,此种输送机工艺性能好,输送机长度短,从而设备长度短,可节省投资费用,运行费用低,特别适用于单品种大批量生产的涂装车间,对于多品种生产,
电泳生产线自行电葫芦和程控行车简介
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1641次

对于间歇式生产我们可以选择自动电葫芦和程控行车输送系统。自行电葫芦车组通过安装在轨道上的滑触线提供行车电机和升降电机的动力;实现在工序间的移动以及吊具的升降。吊具可实现在摆动及垂直出入槽的动作。如有需要,为了更好的排水,吊具可在进入处理槽后进行摆动。轨道依然是平直的,但是吊具可以进行升降运动。如果一个自行电葫芦车组出现故障,可用另一个自行电葫芦车组将其带出至离线维修段处维修。自行电葫芦车组可以通过一个小的空中弯轨来改变方向,其占用空间比推杆悬链要小。自行电葫芦车组的行走速度可以达到36m/min,可以实现快速前进并在停止前减速以减少串动。(见图4-14)由于前处理、电泳涂装工艺中有一个或多个浸渍过程,自行电葫芦和程控行车输送系统可使工件垂直进出处理槽,此时的槽子尺寸仅比工伯
电泳线的输送方式-推杆悬链简介
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1671次

为满足连续式涂装生产现代化的需求,普通悬链的局限性,推杆悬链输送机已被大量就用于汽车车身的前处理电泳涂装中。与普通悬链相比,推杆悬链具有更多的功能,例如可实现自动转载、变节距运输、快速行走、积放储存等,减少涂装线的占地面积,使生产运输更为灵活(见图4-13)。推杆悬链输送机具有双层轨道,上层为装有牵引链条的索引轨道,下层为载荷小车行车的载荷轨道。载荷小车通过牵引链条上的推钩或推杆拨动而运行,可以从快速链转运至慢速工艺链上;将工件切换至不同的线路(如多色操作的分组、安排比较大的工件转至辅线以获得更多的处理时间或进入缓冲储存区);进行上下件的转换或释放吊具;停止某些工件的运行而不影响其他工件的运行;实现在涂装车间内不同的运行速度来满足工艺要求时间和设备长度方面的变化。推
电泳线的输送方式-普通悬链输送机简介
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1552次

在现代化的汽车涂装生产线中,机械化输送机是涂装生产的动脉,它能够输送工件实现涂装工艺的要求,其平衡、可靠运行对保证产量和涂层质量起着重大的作用。有很多种不同的输送机可以应用于涂装车间,特别在汽车产品的电泳涂装中,以悬挂方式输送工件的普通悬链、推杆悬链、自行电葫芦和程控行画被广泛应用。今天来介绍一下普通悬链输送机普通悬链输送机普通悬链输送系统主要由驱动装置、张紧装置、回转装置、架空轨道、牵引链条、滑架、吊具及安全装置组成,一般用于连续式生产的涂装线(见图4-11)机械厂化设计师要依据链条的拉力计算、系统的长度、驱动力、工件质量和工件水平及垂直弯轨的通过性来确定链条的型号。大型的普通悬链一般可以承受每挂具550kg的质量。可以通过使用组合挂架来提高系
电泳后UF清洗系统简介
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 2629次
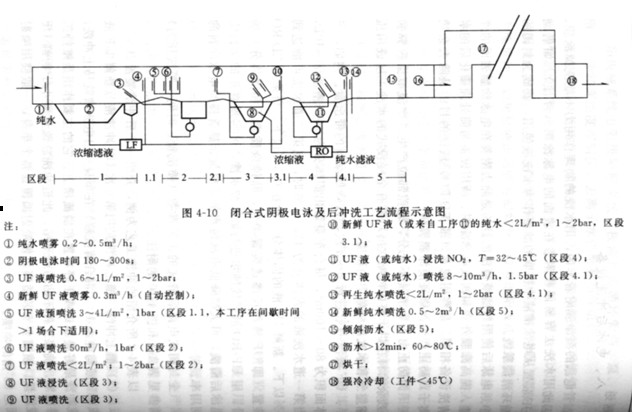
电泳的湿涂膜附着牢固,用水洗的物理作用力不能洗掉涂膜。因此用水洗法容易回收附着在表面的电泳涂料(浮漆)。如借助UF装置从电泳槽液中提取的滤液作为水洗衣液使用,就成为封闭的循环清洗系统。电泳后使用超滤清洗的目的是队去附着在电泳涂膜表面的浮漆,提高涂膜外观和回收电泳涂料。所用设备与前处理磷化后的水清洗设备相同。最终用纯水(或ED-RO)液洗的目的是除去杂质离子,防止产生污染斑痕涂膜弊病。为防止由于后清洗不充分,缝隙部位产生二次流痕涂膜弊病(残余涂料在烘干室内浓缩吹出)需有全浸没式的水洗工序或用压缩空气和水吹净缝隙中的积漆。UF液洗一般进行2~3次,以降低涂料的带出量。例如,车体面积为80~100m2,每台车身带出固体分为20%槽液7~10L,当第一道水洗
电泳涂装室功能及设计简介
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1219次
Normal07.8磅02falsefalsefalseMicrosoftInternetExplorer4/*StyleDefinitions*/table.MsoNormalTable{mso-style-name:普通表格;mso-tstyle-rowband-size:0;mso-tstyle-colband-size:0;mso-style-noshow:yes;mso-
电泳设备之直流电泳电源和阳极系统简介
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1376次
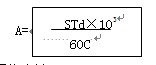
电泳设备之直流电泳电源和阳极系统简介,直流电泳电源由整流器供给,供车身的阴极电泳的直流电源电压应能在0~400V之间可调,泳涂零部件的电压可适当低一些(0~300V)。直流电需经滤波,电压脉冲同谋不能超过平均直流电的5%,在满负荷情况下电压脉动率要小于5%。电流一般与涂装面积及涂料的库仑效率有关,电泳平均电流强度可按下式计算。式中,A——平均电流,A;S——涂装面积,m2/min;T——漆膜厚度,μm;d——漆膜密度,1.3~1.4g/cm3C——电泳涂料的库仑效率,mg/C实际电流要在此平均
电泳生产线涂料补加装置电泳设备
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 2218次
Normal07.8磅02falsefalsefalseMicrosoftInternetExplorer4/*StyleDefinitions*/table.MsoNormalTable{mso-style-name:普通表格;mso-tstyle-rowband-size:0;mso-tstyle-colband-size:0;mso-style-noshow:yes;mso-
行业排行
热门文章

湘公网安备 43122202000176号