电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » » 喷涂技术工艺 喷涂设备 - 第10页
冷气动力喷涂的5大优点
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1532次
冷气动力喷涂的优点其他与热喷涂工艺比较,具有以下优点:1)喷涂效率高,可达3kg/h,沉积效率高,沉积效率为70%;冷喷涂涂层致密且氧化物含量低。2)对基材热影响小,晶粒生长速度极慢(有可能维持纳米组织结构),接近锻造组织(与传统涂层相比硬度高),具有稳定的相结构和化学成分,基本不需要遮蔽,喷涂损失小,喷束宽度可调至小于3mm。3)涂层外形与基材表面形貌保持一致,可达到高等级表面粗糙度;喷涂距离极短(可小于10mm)。4)涂层致密,可制备高热传导率、高导电率涂层,冷喷涂纯铜涂层的导电率是90%,火焰喷涂层和HVOF喷涂层的导电率小于50%。5)氧化物含量低,冷气喷涂氧化物含量仅为02%,粉末火焰喷涂的氧化物含量HVOF喷涂氧化物含量分别为11%和0
冷气动力喷涂涂层材料与基体材料的匹配性
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1345次
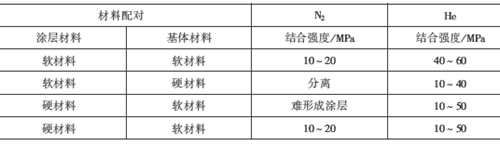
冷气动力喷涂涂层材料与基体材料的匹配性在一定的喷涂工艺参数条件下,用不同的涂层材料在相同的基体材料上或用相同的涂层材料在不同的基体材料上制备涂层,其结合强度有显著的不同。各种不同的涂层材料在不同的基体材料上形成涂层涂层粒子变形。具有塑性的粉末粒子在一定的喷涂速度下,无论是碰撞在光滑的还是粗糙的刚性(如不锈钢等)基体材料上,均将产生塑性变形,在基体表面上形成涂层;而具有塑性或刚性的涂层材料粒子在一定喷涂速度下,碰撞在光滑的软(铝、铜等)基体材料上,均将产生嵌入式或嵌入式变形,形成涂层。两者具有不同的结合强度。不同涂层材料与基体材料配对分别用N2和He作工作气体时的涂层结合强度
冷气动力喷涂影响冷气动力喷涂工艺的因素
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1298次
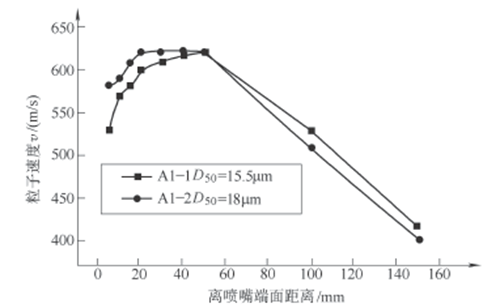
冷气动力喷涂影响冷气动力喷涂工艺的因素除临界速度外,影响冷气动力喷涂工艺的主要因素有气体压力(约35MPa)、气体温度(350~680℃)、粉末材料粒度(5~45μm)和喷涂距离(约10mm)。一般来说,随着气体压力的增加,临界速度增加;气体初始温度的增加,碰撞界面局部温度随着升高;粉末材料的种类不同,粉末粒度不同、喷涂距离不同,其临界速度也不同。Al颗粒的喷涂距离和粉末速度的关系曲线
冷气动力喷涂临界速度
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1378次
冷气动力喷涂临界速度临界速度是指喷涂粒子碰撞基体材料前能正常形成涂层的速度。当高压气体携带粉末材料经喷枪喷嘴加速后,能否形成所期望的涂层,粉末材料的飞行速度十分关键,是冷气动力喷涂最重要的工艺参数。粒子碰撞基体材料前的速度,对于一定的喷涂材料存在一定的临界速度。只有超过临界速度的喷涂粒子才能形成涂层。根据不同的种类的材料,喷涂粒子的临界速度一般为500~700m/s。高速金属粒子碰撞基体后产生局部高压以及大的塑性变形,破碎并挤出粒子和基体表面的氧化膜,使粒子与基体间达到新鲜金属间紧密接触。对于给定材料,临界速度的存在意味着粒子的结合需要一定的塑性变形量。因此喷涂粒子的加速行为以及碰撞基体的变形行为是非常重要的,碰撞粒子速度对粒子与基体变形碰撞界面温度升高影响较大。随着喷涂粒子速度的增加,
冷气动力喷涂设备组成
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1349次
冷气动力喷涂设备组成 冷气动力喷涂设备由控制装备、喷枪、加热器、送粉器、喷涂机械手及其他辅助装置组成。冷气动力喷涂系统的核心是喷枪拉瓦尔(Lavalnozzle)喷嘴和加热器。冷气动力喷涂设备组成
冷气动力喷涂
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1618次
冷气动力喷涂冷气动力喷涂技术(CGDS)是近期发展起来的一门新兴的表面工程新技术。20世纪80年代中期由俄罗斯人Alkimov等人偶然发现了该项技术,并且利用该项技术在不同的基体上喷涂沉积纯金属、合金和金属陶瓷复合涂层。到了20世纪90年代获得实用冷气动力喷涂专利技术,于2000年推出第一台商用计算机控制的冷气动力喷涂设备。冷气动力喷涂技术是一项既经济又实用的喷涂技术,可用于材料的表面涂层制备,改善和提高材料的表面性能。如:耐磨性、耐蚀性、导电性、材料的力学性能等其他功能,最终达到提高产品质量的目的。冷气动力喷涂技术是在低温状态下实现涂层的沉积,涂层中形成的残余应力低(主要是压应力),涂层厚度可达到数毫米;对基体热影响区小,对喷涂粉末无任何热影响,无氧化,无污染
高速等离子喷涂主要工艺参数
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1419次
高速等离子喷涂主要工艺参数有研究结果表明:喷嘴孔径和喷涂距离是影响涂层性能的两个重要工艺参数。(1)喷嘴孔径的影响PlazJet高速等离子喷涂系统配有三种型号的喷嘴。喷涂Cr2O3时高能等离子枪比普通等离子焰流长4~6倍。(2)喷涂距离的影响PlazJet喷涂系统粒子速度的测试结果表明,粉末粒子在距离喷嘴出口160~180mm时,速度基本达到最大,而PlazJet的射流长度一般为130~150mm,为避免等离子焰流对喷涂工件的传热,正常的喷涂距离应大于180mm。PlazJet喷涂系统喷嘴特性喷嘴型号 喷嘴孔径/mm 形状特征A
高速等离子喷涂涂层和工艺特点
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1372次
高速等离子喷涂涂层和工艺特点PlazJet高速等离子喷涂系统与普通大气等离子喷涂相比,有以下特点:1)等离子射流集中、焰流长。由于弧柱受到长距离压缩,使得等离子射流集中,能量密度高,喷嘴外射流长度是普通等离子的3~4倍。2)喷涂粉末加热时间长,熔粒速度高,喷涂速率高。由于喷嘴外等离子射流的长度可达130mm以上,粉末在焰流中停留的时间相对较长,熔粒的飞行速度是普通等离子的2~3倍,可大幅度提高送粉量,使喷涂速率提高4~8倍。3)等离子射流功率大、温度高、适合喷涂高熔点的金属氧化物涂层。正常使用功率为200kW,射流温度达7000℃,射流长度达130mm,可使高熔点粉末粒子在获得高速度的同时得到充分的加热而呈熔化或半熔化状态。4)涂层结合强度高,孔隙率低,硬度
高速等离子喷涂设备组成
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1511次
高速等离子喷涂设备组成PlazJet高速等离子喷涂系统的设备组成与普通等离子类似,也是由喷枪、整流电源、控制系统、热交换系统、送粉器、水电转接箱六部分构成。与普通等离子喷涂系统相比较其特点为:1)喷枪结构有较大变化,喷嘴阳极呈细长管形。2)由于喷枪正常使用功率为200kW,要求热交换系统制冷量为70kW。3)流量控制系统:流量计耐压可达12MPa,流量范围为30~400L/min。4)空载电压高达600VDC。
高速等离子喷涂原理
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1554次
高速等离子喷涂20世纪90年代初美国的TAFA公司将“超声速原理”引入等离子喷枪的设计制造中,研制成功高能等离子喷涂系统PlazJet。与常规大气等离子喷涂相比,PlazJet的电流输出并无太大变化,而是成倍地提高了输出电压,输出功率提高了3~4倍;PlazJet等离子焰流速度高达2000m/s,粒子速度提高了2~3倍;送粉速率最高可达15kg/h,喷涂效率为普通等离子喷涂效率的3~6倍,同时喷涂沉积率也大大提高,涂层质量明显改善,氧化物陶瓷涂层性能接近烧结状态。高速等离子喷涂原理大流量的等离子气体在电极头周围沿径向送入,在细长管形喷嘴通道内产生旋流。喷嘴和电极间加以很高的空载电压(600VDC),通过高频引弧装置引燃电弧。电弧在强烈的旋涡气流的作用下,向中心压缩,被引出喷
行业排行
热门文章