电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
-
电泳 槽 液 的施工温度一般为25一3090,而槽液日常的管理温度宜略低于该温度,以利于槽液的稳定,也利于减少溶剂的挥发。但槽液一旦长时间处于高温,会出酬of种后果‘,如何解决?我国尚尤此方面报道。笔者前不久就在某汽车厂遇到此类案例,并参与了整个解救过程。在此,作一介绍。
高温导致电泳槽液破乳
某汽 车 厂 电泳槽容量60m3;槽温可自动控制,施T.温度为27 0C:左右,平时一般控制在25℃左右;电泳槽上限温度为30度,当槽温达到上限温度时(正常情况不会出现)会自动报警,待温度下降后,报警自动消除。在今年六月初的一个双休日,该电泳槽的热交换系统突发故障,槽温迅速上升,报警装置虽也启动,但因无人值班,电泳槽液在46℃的高温下一直持续到
周一早上,长达40 h以上。当时,热交换器经过抢修已恢复正常,槽温也恢复正常。但发现滤袋因过度堵塞而胀破,换上新过滤袋(150m)后,压差迅速仁升,几分钟后过滤袋便完全堵死,超滤也就停止运行。电泳涂装时,涂膜颗粒非常多,尤其板面更为严重。各种现象均表明部分槽液已破乳,导致部分树脂絮凝,颜填料析出,槽液无法正常T作。补救方法
接 到报 告 后,笔者等人在实验室进行了模拟实验。取槽液加温至55度,维持5h,检测对比槽液加温前后的参数,MH,Q下降约。.5,溶剂含量下降约0.5%,其他参数变化较小。我们将加温后的槽液分成三部分作以下对比试验:试验 1, 加温后的槽液不作任何调整,直接用150 Km滤袋过滤;试验 2 ,按 溶剂0.5% ,M EQ0 .5添加溶剂和酸,调整至加温前状态,再用150 Imi滤袋过滤;试验 3 ,加 温后槽液在容器中沉降4h;吸取卜层槽液,用150 fun滤袋过滤两遍,再用100 fun滤袋过滤两遍;废弃底部沉淀物;按溶剂0.5%,MEQ0.5添
加溶剂和酸调整槽液。
上述 槽 液 在相同条件下分别电泳制板进行比较,试验结果表明:
试验 I,槽 液儿乎无法过滤,试板板面外观粗糙,颗粒非常严重;
试验 2 ,槽 液过滤困难,试板板面外观粗糙,颗粒比较严重;
试验 3, 槽液过滤比较顺利,试板板面外观较粗糙,颗粒很小。通过 以 卜 试验结果比较,确定采用试验方法3来对现场槽液进行补救,使损失减少到最低程度。现场 槽 液 补救实施方案:首先将备用槽清洗十净,将槽液转至备用槽(停止循环),沉降2h,同时清洗电泳主、副槽;2h后开始用潜水泵将上层槽液抽回电泳主槽(转移过程需2h以上),出口用40C}目铜丝网过滤,当最后约剩200 L槽液时停止泵送,连同底
部沉淀(约0.5 cm厚)一起废弃;用纯水补足液位,开启主循环;安装100 fun新过滤袋,装好后过滤器if差正常;次日,更换50 1。过滤袋,过滤器运转正常;启动超滤,运行正常。以上表明槽液中大颗粒已基本除尽,但槽液参数仍须进行调整。
全面 检 测 槽液的各参数,固体分、灰分、溶剂含量、MEQ均偏低,通过补加Fl、 FZ溶剂、酸,使槽液参数调整至正常范围内;在所有参数调整后,开启涂装线试涂装,涂膜外观正常,几乎没有颗粒。至此,补救破乳电泳槽液的工作就告结束。本公司可以承接电泳生产线和各类涂装生产线设计、制造、施工,为您提供一流的涂装生产线生产制造服务,让您更省时、省力、省心。全国服务热线:15897453787
-
高温导致电泳槽液破乳的补救方法
1390 人参与 2012年10月27日 00:39 分类 : 电泳工艺 电泳原理 评论
-

日本料理一直以自然,味鲜,形式多样而出名,日本料理有着精良的器皿和纯天然的食材,受到许多人的喜爱,著名的日本料理有寿司,生鱼片,还有从中国菜改造而成的日本拉面,日本煎饺等也是别具风味,日本料理主要分为本膳料理、怀石料理和会席料理。日本料理现在也越来越受到国人的
-

脱脂1、脱脂在涂装预处理工序中的重要作用①影响除锈质量 ②影响磷化质量 ③影响涂膜质量2、被涂工件表面
-

聚酰亚胺纤维是什么材料聚酰亚胺是指的主链上含有酰业胺环基团的芳杂环高分子聚合物,科称为PI纤维,聚酰亚胺纤维是耐热等级最高的高分子材料之一,而且也是当前高技术纤维中的主要产品之一,随着聚酰胺合成技术的提高及纤维纺丝技术的进步,具有耐辐射性、耐高温性,高强度等优
-
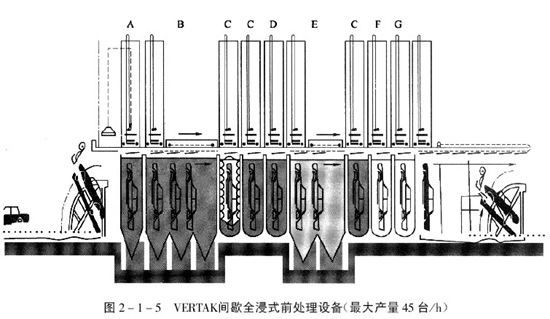
随着电泳涂装技术的采用促使车身的前处理工艺迅速由喷射方式革新为全浸处理方式,以解决喷射处理车身未处理完全的油污(车身的内表面和袋状部位的油污除不净)被带入电泳槽内,加上电泳槽液中溶剂和金属溶质而产生电解脱脂,其结果电泳涂膜上产生缩孔。采用全浸处理方式是使车身内
- 2018-04-10电泳漆生产厂家介绍,电泳漆厂家排行榜二
- 2018-04-10国内的电泳漆生产厂家有哪些
- 2018-04-10电泳漆十大品牌公司排行榜,常见电泳漆生产厂家
- 2018-04-04电泳涂料简介
- 2013-11-19涂装质量评定及缺陷解决办法
- 2013-11-18阴极电泳涂装常见的漆膜弊病及防治方法
- 2013-09-20电泳涂料问题故障解决
- 2013-09-18电泳槽液pH的标准测试方法
- 2013-09-17电泳槽液电导的标准测试方法
- 2013-09-16测定固体百分含量( %NV)和颜料对粘结剂比(P/B)的标准方法
电泳设备
-


最近发表
技术咨询
-
公司与多家厂家合作,提供电泳技术咨询服务,并可提供电泳生产的设计,制造,电泳设备及配件的销售(超滤机,越滤膜,纯水机,反反渗透膜,固化设备,废水处理设备等)
