电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
-
电泳涂装场合值和电导的含意电泳涂料靠用碱或有机酸中和其漆基中的羟 基或氨基,并保持一定的氢离子浓度(酸性和碱性〉而获得的较稳定的水溶液或乳液。电 泳涂料的水溶液或乳液的氢离子浓度也是用常规的PH值来表示。
阳极电泳涂料所用中和剂是KOH、有机胺,其原漆和工作液(欲称槽液)呈碱性,其PH值一般保持在7.5-8.5范围内。阴极电源涂料所用中和剂是有机酸,其原漆和槽液呈酸性,其值保持在5.8-6.7之间,一般控制在6.0-6.3。有些品种的色浆或原漆末完全 中和,PH值超过7.0,调配工作液时需加酸,或用值低于6.0的槽液(或乳液)中和。第 一代阴极电泳涂料的值较低〔3 ~ 5〉,据资料介绍槽液的值低于5.8时,对设备的腐 蚀严重,因而很快被淘汰掉。
极液和超滤(UF)液的酸、碱度也用值表示。
测定值采用市售的各种计。按计使用说明书校准好计,测定温度一般 为25摄氏度,测定重复三次,取平均值。槽液、极液和UF液的PH值可直接测定。电泳涂料 (原漆〉和树脂(乳液〉应用去离子水调稀一倍后测定。
电导又称比电导度,在间距的1平方厘米极面的导电量,在电泳涂装场合的槽液、UF 液、极液和所用纯水的导电难易程度用电导来表示,也有用比电阻来表示。电导度是比电 阻的倒数。
电泳漆槽液的电导与槽液固体分、PH值和杂质离子的含量等有关,是重要的工艺参 数之一,一般应控制在一定范围内,范围的大小取决于电泳涂料的品种,槽液电导偏低偏 高都不好,直接影响电泳涂装的质量。
电泳涂料的调配、极液的更换和电泳后的最终清洗都需用纯水,一般用去离子水或蒸 馏水。电泳涂装用纯水水质一般用电导表示,水质纯度标准为10us/cm(微欧姆〉或 100000欧,如果水质超过25us/cm1,则油漆可能被污染,水质低于25us/cm,在实际操作中 不会产生问题。
槽液的两值、电导率是电泳槽液的两大特性值。它们对电泳特性、槽液的稳定性和 涂装效果都有较大的影响,因此,都应将槽液的值、电导率严格的控制在工艺规定的 范围内。不同品种的阴极电泳涂料都有特定的最佳值范围,工艺控制范围为± 0.05-0.1,以保持槽液和涂装质量的稳定。
阴极电泳槽液系酸溶液体系,需靠适量的酸度才能保持槽液的稳定。当值高于 规定值时,槽液的稳定性逐渐变差,严重时产生不溶性颗粒,槽液易分层、沉淀、电导下降、 堵塞阳极隔膜和超滤膜,涂膜外观变差,尤其水平面有颗粒,小的像针尖状,大的手摸凸出。随着酸量增加值降低〉;槽液的可溶性有所增加,可是对涂膜的再溶性和对设备的腐蚀性增大,据资料介绍PH值在5.9以上,对设备腐蚀可算不上问题。
不同品种的阴极电泳涂料的槽液电导也有最佳的控制范围,基于电导的微小变化,如 ±100us/cm将不会影响涂膜性能,故一般控制范围较宽,为±300us/cm。槽液电导过高 或过低对涂膜厚度、外观和泳透力有影响,随槽液电导增高,泳透力也随之增高,膜厚也相 对增厚。
槽液电导超过规定值的上限或偏高时,可用去离子水置换超滤液来降低,例如对300t槽液用去离子水替代20t超滤液,可使槽液电导下降±100us/cm。
本公司可以承接电泳生产线和各类涂装生产线设计、制造、施工,为您提供一流的涂装生产线生产制造服务,让您更省时、省力、省心。全国服务热线:15897453787
-
本文标签:电泳漆
电泳涂装场合值和电导
1244 人参与 2012年11月15日 20:56 分类 : 电泳工艺 电泳原理 评论
-

寸这个长度单位是东亚地区的传统长度单位,一尺为十寸,一寸为十分。一寸等于多少厘米?寸在中国古代的周代就已经在使用了,后来传到了日本,越南等地区,在东亚得到了广泛的使用。1寸=3.71475厘米。但是现在寸这个长度单位很少使用了,有些地方都是使用“
-

镀槽夹套概略用水量按夹套的容积来计算.一般小时平均用水量为:0.3~0。5夹套容积(m3/h);小时最大用水量为:2夹套容积(m3/h)。
-
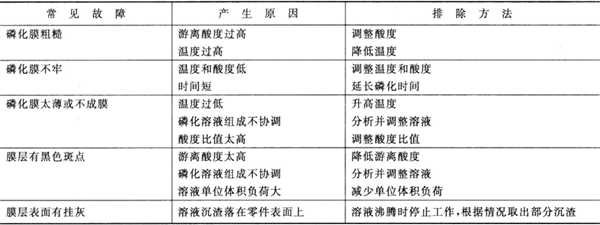
磷化膜常见故障排除及不合格磷化膜的退除不合格的磷化膜可采用喷砂法去除;也可在100~150g/L的硫酸溶液中于室温下退除。对于精密零件或光洁程度较高的零件,可在含l00~250g/L的铬酐和l~3g/L硫酸溶液中于室温下退除。 磷化
-

实验室用石灰石制取二氧化碳,可否用硫酸代替稀盐酸?可否用其它碳酸盐代替石灰石?下面让我们一起来看看吧。石灰石简称灰岩,又叫石灰岩,石灰石的主要成份是碳酸钙,碳酸钙是一种化合物,碳酸钙的化学式为CaCO3,呈碱性,碳酸钙是一种白色粉末,无臭无味,碳酸钙可以溶于水
- 2018-04-10电泳漆生产厂家介绍,电泳漆厂家排行榜二
- 2018-04-10国内的电泳漆生产厂家有哪些
- 2018-04-10电泳漆十大品牌公司排行榜,常见电泳漆生产厂家
- 2018-04-04电泳涂料简介
- 2013-11-19涂装质量评定及缺陷解决办法
- 2013-11-18阴极电泳涂装常见的漆膜弊病及防治方法
- 2013-09-20电泳涂料问题故障解决
- 2013-09-18电泳槽液pH的标准测试方法
- 2013-09-17电泳槽液电导的标准测试方法
- 2013-09-16测定固体百分含量( %NV)和颜料对粘结剂比(P/B)的标准方法
电泳设备
-


最近发表
技术咨询
-
公司与多家厂家合作,提供电泳技术咨询服务,并可提供电泳生产的设计,制造,电泳设备及配件的销售(超滤机,越滤膜,纯水机,反反渗透膜,固化设备,废水处理设备等)
