电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
-
电泳涂装技术在汽车车身上的应用
(一)汽车车身用阴极电泳涂料的性能
20世纪六七十年代到20世纪80年代初期,卡车驾驶室和轿车车身还是采用阳极电泳进行涂装,典型的代表是使用高泳透力的纯酚醛和聚丁二烯阳极电泳涂料,耐腐蚀性能在200h左右。随着国内第一条汽车车身阴极电泳涂装线于1987年7月在中国第一汽车集团公司驾驶室涂装线的投产,汽车车身电泳涂装线逐渐形成阴极电泳取代阳极电泳之势。目前,国内汽车车身电泳涂装几乎100%采用阴极电泳涂装。汽车车身涂装用阴极电泳涂料的主要性能列于表5-3中。
表5-3 汽车车身涂装用阴极电泳涂料的主要性能
①A级适用于:乘用汽车(9座以下小型汽车) ②B级适用于:商用汽车(客车、货车)、农用车、工程机械等车辆驾驶室及车厢。 ③目前汽车车身用阴极电泳涂料以灰色为主。 ④基本采用双组分 ⑤无铅阴极电泳涂料已被广泛采用 由于汽车车身一般采用二涂层(电泳+面漆)或三涂层(电泳+面漆)涂装工艺,产品结构复杂,质量要求高。所以对汽车车身用阴极电泳涂料一般要求: ①泳透力高,尤其轿车车身内外腔膜厚差越小越好,一般要求内腔膜厚大于10μm,用伏特盒子法和四枚盒法考核电泳涂料的泳透力。 ②工作液稳定性好,一般汽车车身涂装线都是自动化连续式生产,电泳槽小一点的为几十吨,大一点的为几百吨,所以要求电泳涂料的工作液稳定性要好,即工作液在规定的工艺条件下,长期使用不变质,泳涂的样件涂膜性能合格。 对涂层性能要求: ①防腐性能好(耐盐雾性能840h以上、耐湿热240h以上); ②机械性能好(附着力、冲击强度、杯突、坑石击等性能); ③表面平整度好(粗糙度低,Ra一般为0.3~0.4μm),因为汽车车身外观装饰性能比较高,底涂层的表面平整度不好,直接影响面漆的装饰性,尤其采用近几年开发的新的中涂、面漆涂装工艺(3C1B和双底色漆涂装工艺),对电泳漆膜的表面粗糙度要求更严(Ra≤0.2μm); ④与上涂层具有良好的配套性,在电泳涂层上喷涂中涂和面漆时,应满足涂层之间的附着力、抗石击性等要求。 (二)汽车车身应用阴极电泳涂装实例 某汽车厂新建12万轿车车身涂装线,底漆采取阴极电泳涂装。 1、生产纲领(见表5-4)项目
技术要求
A级① B级② 原
漆
固体分 单组分50%~70%,双组分>30% 细度/μm ≤15 颜色③ 各色 组分数④ 单组分或双组分 电导率(μs/cm) 由生产企业提供(适用于双组分) PH值 由生产企业提供(适用于双组分) 贮存稳定性 50±2℃条件下,密闭存放30天,乳液无分层,色浆轻微沉淀搅起,各项性能满足标准要求 工
作
液
固体分 由生产企业提供 PH值 ≥5.9 电导率(μs/cm) 由生产企业提供 灰分 由生产企业提供 筛余分(mg/L) ≤10 总Pb含量(mg/kg)⑤ ≤90 沉淀性(mg/L) ≤10 溶剂含量 ≤4% PEQ值(mmol/100g) 双组分25~35,单组分40~60 施
工
性
能
库仑效率(mg/C) ≥25 泳透力(cm) ≥18 L-效果 水平面与垂直面无明显差异 施工电压(V) 由生产企业提供 泳涂温度(℃) 28~32 泳涂时间(min) 2~3 破裂电压(v) ≥最高施工电压+30 干燥性能 烘干温度≤180℃、烘干时间≤20min,≥4级 GEL分率 ≥90% 加热减量 ≤6% ≤8% 再溶解性 ≤10% 使用稳定性与膜厚 6周、≥25μm 6周、≥20μm 膜厚(μm) 22±2 20±2 漆
膜
性
能
表面粗糙度Ra(μm) ≤0.3 ≤0.4 弹性(mm) ≤1 1 冲击强度(N。cm) 490 490 附着力(级) 1 1 光泽(60℃)(GU) 40~60 40~60 杯突(mm) ≥5 ≥5 锐边防腐性(级) 1 ≤2 耐碱性 24小时,漆膜表面无变化 耐酸性 24小时,漆膜表面无变化 耐湿热(h) ≥500 ≥240 抗石击(级) ≤2 耐盐雾 ≥1008h、划线部位≥2级、锈 点或起泡≤1级 ≥840h、划线部位≥2级、锈 点或起泡≤1级 交变腐蚀试验(循环) ≥40、划线部位≥2级、锈 点或起泡≤1级 耐汽油(93#) 8小时,漆膜表面无变化
耐机油 48小时,漆膜表面无变化
耐柴油(0#) 48小时,漆膜表面无变化
耐制动液 2小时,漆膜表面无变化
与上涂层配套性 附着力(级)1 抗石击(级)≤4
2、年时基数(见表5-5)外型尺寸
单位产品规格
年生产纲领
件数 质量(kg) 外表面积 件数(台)
质量(T) 面积(m2) 整车 备品 合计 4000×1600×1700 1 300~450 约13~17 120000 12000
3、前处理、电泳工艺过程及说明 涂装工艺过程见表5-6部门名称 采用班次 每班工作时间
年时基数
备 注
1 2 3 设备 工人工时 设备开动率 年工作日 生产部门 3
7.5
7
7
6127.5
2150
0.95
300
辅助部门 3
7.5
7
7
6127.5
2150
0.95
300
4、简要说明 ①焊接白车身经由积放式输送链送至转载工位,经升降机及滑橇转载到电动自动自行葫芦线. ②前处理、电泳采用步进式生产(局部连续),电动自行葫芦运输。 ③电泳烘干、PVC、中涂及面漆采用地面积放输送机运输。 5、设备及有关说明 (1)机械化运输设备 ①间歇式自行葫芦线生产节拍计算序号 工序名称 处理方式 区域长度 工艺时间/min 工艺温度℃ 链速m/min 备注 1 装载 人工 6 3 RT 2 前处理 步进 68 V前进=4~16 V降=4 2.1 入口 2 2.2 预清洗 喷-半浸-喷 6.5 4 40~50 2.3 预脱脂 喷-半浸-喷 7.5 2 40~50 2.4 沥液 0.5 2.5 脱脂 全浸 13 3 55~65 包括槽间隔段 2.6 沥液 0.5 2.7 自来水洗 喷-半浸-喷 6.5 2 RT 包括槽间隔段 2.8 表调 全浸 6.5 0.75 RT 包括槽间隔段 2.9 沥液 0.5 2.10 磷化 全浸 13 3 40~50 包括槽间隔段 2.11 沥液 0.5 2.12 自来水洗 喷-半浸-喷 6.5 2 RT 包括槽间隔段 2.13 沥水 0.75 2.14 循环去离子水洗 6.5 0.75 RT 包括槽间隔段 2.15 沥液 1 3 沥水 13 4 电泳 33.5 4.1 电泳涂装 全浸 14 3 27~31 V前进16 V升降4 包括槽间隔段 4.2 槽上冲洗 喷 1.5 4.3 循环UF液洗1 喷-半浸-喷 6.5 0.5 RT 包括槽间隔段 4.4 沥水 0.5 4.5 循环UF液洗2 喷-全浸-喷 6.5 0.5 RT 喷射采用洁净UF液 4.6 沥水 0.5 4.7 循环去离子水洗 喷-全浸-喷 6.5 1 RT 4.8 沥水 0.5 4.9 洁净去离子水洗 喷 5 沥水 17 6 卸载 人工 6 7 电泳前封闭间 人工 10 8 电泳烘干 辐射/对流 68.5 30 170~190 9 冷却 强制 5 3.7 10 电泳检查 人工 10 T=FK×60/A
式中:T——自行葫芦的计算节拍,m/min F——设备年时基数,h A—年纲领通过挂具数; K——设备利用率,取0.9 则T=21.5×300×0.95×60/120000≈3(min/挂) ②连续式地面链运输速度计算V=At/60FK
式中:V——地面链计算速度,m/min; F——设备年时基数,h A——年纲领 K——设备利用率,0.9 t——工件节距,m/车 ③电泳烘干链速 V=120000×4.6/(300×21.5×0.95×60)=1.5014m/min 取V=1.52m/min (2)前处理、电泳各处理工序程序 ①预清理 车身到位停止,下降200~300mm,尾部下倾15º后,继续下降,到位停止,处理100s后,上升至距正常停止位置200~300mm处,沥液30S后,上升至正常位置,进入下道工序。 ②预脱脂 车身到位停止,下降200~300mm,尾部下倾15º后,继续下降,到位停止,处理100s后,上升至距正常停止位置200~300mm处,沥液30S后,上升至正常位置,进入下道工序。 ③脱脂 车身到位停止,下降200~300mm,尾部下倾15º后,继续下降,到位停止,处理45s后,车身变至水平位置,并沿输送方向运行90S后,车身头部下倾30º,处理45S后出槽,下升至距正常停止位置200~300mm处,沥液20S,上升至正常位置,进入下道工序。 ④水洗 同预脱脂工序 ⑤表调 处理时间1min,其余同预脱脂工序 ⑥磷化 同脱脂工序 ⑦水洗 处理时间2min,其余同预脱脂工序 ⑧钝化 同表调工序,沥液45s ⑨去离子水洗(浸) 同表调工序 ⑩电泳 同脱脂工序 ⑪2次UF液清洗 同去离子水洗工序 ⑫2次UF液清洗 同去离子水洗工序 ⑬循环去离子水洗 同去离子水洗工序本公司可以承接电泳生产线和各类涂装生产线设计、制造、施工,为您提供一流的涂装生产线生产制造服务,让您更省时、省力、省心。全国服务热线:15897453787
-
汽车车身用阴极电泳涂料简介
2107 人参与 2011年10月24日 06:44 分类 : 电泳工艺 电泳原理 评论
-

在中国,一般每人都有姓,人们初次交往,彼此总要先问:“你贵姓?”可见姓氏在我们生活中的重要性,中国古人的姓名和现代一样,是人们在社交中用来代表个人的符号。我国到底有多少姓,至今尚未有一个精确的统计数,俗称“百家姓”,其实在明朝(1368〜1644年)时就
-
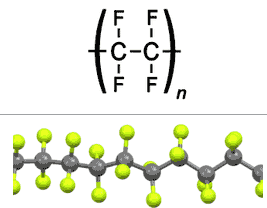
聚四氟乙烯的化学式,聚四氟乙烯是什么材料聚四氟乙烯俗称"塑料王",缩写PTFE。也称为特富龙。分子中含有氟原子的塑料总称氟塑料。氟塑料品种较多,主要有聚四氟乙烯、聚全氟乙烯等。聚四氟乙烯树脂,是四氟乙烯在催化剂作用下,经过聚合得到的结晶
-

印度是世界上人口第二多的国家,仅次于我国,而且还很有赶超我们的趋势,印度人口数量有多少?印度人口超过中国是在哪一年?印度人口在2017年的人口普查中印度有人口13.24亿人,而且在联合国的世界人口展望报告中曾经进行预测,在2024年印度的人口数量就会超过
-

今天小编给大家分享的是关于中考化学:实验必考点如何避错的文章,一起来看看吧。中考化学的实验题,最能体现孩子在日常学习中的积累,因为要在实验题拿高分,那必然是要对化学实验的操作步骤、细节变化、描述术语等都了如指掌。实验题,得分容易失分更易,就看备考的时候孩子是否
- 2018-08-10十大著名轮胎品牌排名,常用的轮胎有哪些分类方法
- 2018-07-2430万左右越野车排行榜,越野车十大品牌排行榜
- 2018-07-24越野车排行榜,越野车十大品牌,十大SUV越野车品牌排行榜
- 2018-07-24轮胎十大排名,汽车轮胎十大品牌排行榜
- 2018-07-05布加迪威龙16.4是当今布加迪最贵的车
- 2018-06-05农用车品牌大全 农用车十大品牌排行榜
- 2018-06-04十万左右买什么车好,2018年10万左右的车排行榜
- 2018-05-25自行车品牌排行,2018十大自行车品牌排行榜
- 2018-05-23电瓶车什么牌子好,2018电瓶车十大品牌排行榜
- 2018-05-21rotary supercars,世界提速最快的车
电泳设备
-


最近发表
技术咨询
-
公司与多家厂家合作,提供电泳技术咨询服务,并可提供电泳生产的设计,制造,电泳设备及配件的销售(超滤机,越滤膜,纯水机,反反渗透膜,固化设备,废水处理设备等)
