电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
-
轻工业机电产品阴极电泳应用实例
862电能表铁芯阴极电泳涂装如下:
1、设计基础资料
年产量:1200万件 电流铁芯和电压铁芯600万件/年
被涂装对象:
电流铁芯42mm×35mm×12mm 90g/件
面积:0.010412m2/件(磷化:0.00611m2/件)
电压铁芯70mm×53mm×12。5mm 200g/件
面积:0.04m2/件(磷化:0.0024m2/件)
材质为50WG800碳硅钢片(武钢)。工件为铆合,铆接紧密,表面无锈
涂装质量标准:铁芯涂装后能通过盐雾试验480h,锐边尖角不产生锈点。漆膜平整、光滑、均匀,附着力好,黑色。
年时基数:251天/年,双班制,年工时为251×8×2=4016h/年。
厂房:新建,长30.4m,宽16m(两跨8×2),净高度4.3m
能源:烘干室为燃油;槽液加热采用蒸汽(压力为0.5MPa,最大供气量0.28t/h),制冷采用深进水(水温≤12℃)。
2、涂装工艺设计
(1)工艺流程 根据产品涂层质量和工艺试验结果,为确保铁芯锐边的耐腐蚀性,选用漆前磷化处理和锐边耐腐蚀型阴极电泳涂料的阴极电泳涂装工艺。具体工艺流程。
①将被涂件按工艺要求转挂到专用的挂具和吊架上。
②进行漆前脱脂和磷化处理
a、预脱脂:喷55~65℃的碱性脱脂液1min
b、脱脂:在55~65℃的碱性脱脂液中浸洗3min
c、水洗NO1:RT,喷洗1min
d、水洗NO2:RT,在RT的水中浸洗0.5~1min
e、表调(或水洗):在RT的表调液(或水中)浸洗0.5~1min
f、磷化处理:在40~50℃的磷化液中浸3min
g、水洗NO3:RT,喷洗1min
h、水洗NO4:在RT的水中浸洗0.5~1min
i、纯水洗:在RT的纯水中浸洗0.5~1min
③泳涂锐边耐腐蚀型阴极电泳涂料
a、在28℃有阴极电泳槽液中通电泳涂3min
b、在RT的起滤液(UF)喷洗0.5~1min
c、在RT的UF液中浸洗0.5~1min
④将被涂件从电泳线的自行葫芦上转挂到烘干线的小车上。
⑤在110℃下烘干10~15min
⑥在160~180℃下烘干30~45min
⑦冷却,进行质量检查,卸件轨放在专用的工件匣中。
(2)工件转挂方式和生产节拍计算 基于工件较小,年纲领不大,研究采用步进式生产方式,前处理电泳线采用自行葫芦,烘干采用步进地面链输送工件。
设计确定每吊装挂工件质量约80kg左右,装挂空间为1200mm×400mm×800mm,每个装挂6个挂具,挂具有装挂空间为1200mm×400mm×800mm(见表5-12)
表5-12装挂参数
项目
日字形电压铁芯
C字形电流铁芯
装挂量/挂具
60件(12kg,0.63m2)
120件(10.8kg,0.5m2)
装挂量/吊
360件(72kg,3.78m2)
720件(64.8kg,3m2)
年装挂吊数
16667吊
8333
年生产装挂吊数(M)16667+8333=25000吊/年
生产节拍计算:
T=t×60×K/M=(4016×60×0.85)/25000=8.19min/吊
式中T——生产节拍,min/吊
M——年生产纲领,吊/年;
t——年时基数,4016h
K——设备利用系数,取0.85
根据工艺时间和全负荷生产电压铁芯的可能性{4016×60×0.85/(16667×2)=6.14min/吊},本设计采用生产节拍为6min/吊。每辆烘干小车上装两吊电泳后的铁假装,所以烘干线的生产节拍为12min/车。
本公司可以承接电泳生产线和各类涂装生产线设计、制造、施工,为您提供一流的涂装生产线生产制造服务,让您更省时、省力、省心。全国服务热线:15897453787
-
轻工业机电产品阴极电泳应用实例
1177 人参与 2011年10月28日 03:31 分类 : 电泳工艺 电泳原理 评论
-

三角螺纹在公称直径相同的条件下,按螺距t不同分有哪几种?各有什么特点?答:根据螺距t的不同,三角螺纹可分为粗牙与细牙两种。粗牙螺纹也称基本螺纹,是通常采用的螺纹。细牙螺纹与粗牙螺纹相比,在公称直径相同的情况下,细牙螺纹的螺距小,故其内径七较大,所以螺杆承受轴向
-
缩孔在烘干后的电泳涂膜表面上有手感粗糙的较硬的粒子,或肉眼可见的细小痱子,往往被涂物的水平面较垂直面严重,这种漆膜病态称为颗粒.针孔.电泳漆涂膜在烘干后产生针尖状的小凹坑或小孔,这种涂膜弊病称为针孔,它与缩孔、陷穴(麻坑)的区别是孔径小、中心无异物、且四周无漆
-
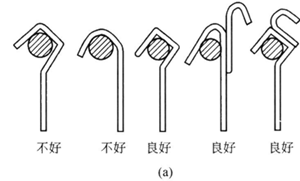
挂具的使用要求挂具和阴极杆的接触是否良好,对电镀质量至关重要,尤其是在大电流镀硬铬及装饰性电镀中采用阴极移动的搅拌时,往往因接触不良而产生接触电阻,使电流不畅通。因而产生断续停电现象,引起镀层结合力不良,还会影响镀层厚度,造成耐蚀性能降低。因此要求在加工挂具和
-
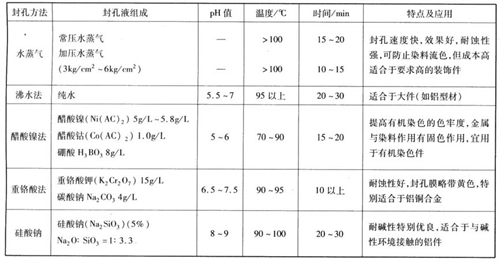
铝阳极氧化膜具有很高的孔隙率和吸附能力,容易受污染和腐蚀介质浸蚀,因此,氧化膜无论着色与否,用于何场合,都必须进行封孔处理。其目的是提高耐蚀性、提高抗污染能力和固定色素体。封孔处理的方法很多,按其作用机理可分为三种:(1)利用水化反应产物体积膨胀
- 2017-04-06涂装同步工程在D760车型的应用探讨
- 2011-10-08阳极电泳漆和阴极电泳漆有何区别
电泳设备
-


最近发表
技术咨询
-
公司与多家厂家合作,提供电泳技术咨询服务,并可提供电泳生产的设计,制造,电泳设备及配件的销售(超滤机,越滤膜,纯水机,反反渗透膜,固化设备,废水处理设备等)
