电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » » 电镀技术 电镀工艺 电镀设备 » 正文
-
1.碱蚀的目的
碱蚀是建筑铝型材氧化之前最关键的预处理工序。其目的为除去残存的自然氧化膜,脱脂溶解基体的残留物,深入基体表面层的油脂等污物,除去型材表面的变质合金层,消除模具痕、划伤等其他表面缺陷,调整和整平基体表面使其均匀一致。2.碱蚀工艺规范

3.成分和工艺条件的影响
(I)氢氧化钠。碱蚀槽中的苛性碱系指游离量。其含量对于保障碱蚀质量、防止水解均起重要作用。有长寿命碱蚀剂存在时,40g/L之间碱蚀速度基本相同;大于70g/L碱蚀速度又随浓度升高而加快,所以保持50g/L~60g/L之间最好。生产中每日分析一次游离碱,及时补充。
(2)长寿命碱蚀剂。是防止偏铝酸钠水解形成硬铝石的必要成分。它是由多种化合物(络合剂、加速剂、缓蚀剂、整平光亮剂及润湿剂等)复配而成的。国产品的质量和功能已达到进口品的水平,通常加20g/L浓缩液即可,一般凭经验进行补加。含量不足时碱蚀液泛白,气泡消失。也可按碱量补加,即苛性钠与碱蚀剂按5:l的比例添加。
(3)温度。随温度升高,碱蚀速度呈线性升高,温度大于70%易产生过腐蚀,出现砂面亚光等现象。温度过高还会导致晶间腐蚀加剧。温度低于40℃碱蚀速度很慢,挤压丝纹不易消除。最好在50℃~60℃下使用,不用时亦应保温,防止温度低偏铝酸钠水解生成Al(OH)3沉淀。
(4)时间。碱蚀时间受碱浓度、温度、铝离子溶存量的影响,通常在50g/L~60g/L碱量和50℃~60℃下碱蚀4min~6min是适当的。时间太短,挤压纹不能消除;太长则易产生过腐蚀。一般银白材比着色材碱蚀时间要长一点。
(5)溶存铝离子浓度的影响。碱蚀液中要有一定的铝离子存在才能正常工作,新配槽液要加~些铝屑溶于液中,铝离子小于30g/L碱蚀时间要特别控制,这时易发生过腐蚀;30g/L~45g/L时碱蚀操作最容易,碱蚀质量好。铝离子更高时,缓蚀作用显著,不易发生过腐蚀,整平性能提高,碱蚀时间可延长,适合于得亚光和砂面层。铝离子溶存量对碱蚀质量影响的基本规律
 本公司可以承接电泳生产线和各类涂装生产线设计、制造、施工,为您提供一流的涂装生产线生产制造服务,让您更省时、省力、省心。
本公司可以承接电泳生产线和各类涂装生产线设计、制造、施工,为您提供一流的涂装生产线生产制造服务,让您更省时、省力、省心。全国服务热线:15897453787
-
本文标签:阳极氧化
建筑铝型材的碱蚀工艺
1539 人参与 2012年12月21日 02:49 分类 : 电镀技术 电镀工艺 电镀设备 评论


-
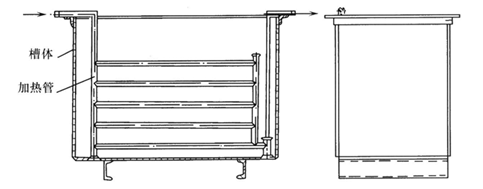
化学除油槽通常是由钢制槽体、蒸汽加热管或电加热管组成,其结构参见图12—2—4。除油溶液为碱性,传统除油的工作温度为70℃~90℃,中温除油温度为40%~60%。化学除油槽化学除油槽在生产过程中会不断出现较多漂浮在溶液表面的乳化油粒、抛光膏污垢和油脂
-
把各种金属覆盖层、转化膜和其他无机覆盖层静置在户外曝晒场内的试样架上,进行自然大气条件下的腐蚀试验,定期观察及测定其腐蚀过程特征和腐蚀速度,并进行记录,这种方法称为静置户外曝晒腐蚀试验,又叫大气曝晒试验。其试验的一般规则详见国标GB-6464(等效采用国际标准
-

今天小编为大家分享的是关于电泳后清洗设备应具备8个条件的文章,一起来看看吧。电泳后清洗设备应具备哪些条件?电泳后清洗的目的及其工序组成已在问答32中作了描述。本题主要是其要求,如何设计和选用后清洗设备。设计和选用电泳后清洗设备应考虑以下原则(条件):
-

嘴唇只有一层很薄的角质层直接覆盖在真皮上,不具有自行分泌油脂和调节水分的功能,也就使得双唇上的水分容易蒸发、消失。所以润唇膏就是唇部的肌肤护理重要工具。润唇膏可以保养嘴唇,同时润唇膏还兼有防晒功能,润唇膏可以吸收阻隔有害的紫外线,使得嘴唇不易起皱,避免老化
- 2017-04-10铝型材阳极氧化电解着色工艺技术发展现状分析
- 2013-03-27镁及镁合金不合格膜层的退除
- 2013-03-27镁合金的化学氧化
- 2013-03-27铝及铝合金的微弧阳极氧化
- 2013-03-27铝及铝合金阳极氧化膜的封闭
- 2013-03-27阳极氧化膜的着色
- 2013-03-27不合格阳极氧化膜的退除
- 2013-03-27铝及铝合金阳极氧化工艺
- 2012-12-24阳极氧化常温封孔工艺
- 2012-12-24影响高温封孔质量的因素
电泳设备
-


最近发表
技术咨询
-
公司与多家厂家合作,提供电泳技术咨询服务,并可提供电泳生产的设计,制造,电泳设备及配件的销售(超滤机,越滤膜,纯水机,反反渗透膜,固化设备,废水处理设备等)
