电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » » 电镀技术 电镀工艺 电镀设备 » 正文
-
(一)常温封孔机理常温封孔基于吸附阻化原理,主要是金属的水解沉积作用,根据其组分不同,还有水化作用和生化学转化膜等协同效应,是三个作用的综合结果。
(3)形成铝的化学转化膜。铝氧化膜与封孔剂作用发生微溶,生成的铝离子与封孔剂的
(1)水化作用。常温下氧化膜与水生成亚稳态的水化产物(1一Al:O。·3H。O),常温封闭剂中加有促进水化反应的物质,如Ni2+、Cr3+、C02+、Zr4+等,可加速水化作用。
(2)金属盐的水解作用。这是主反应,常温封孔中大都采用Ni—F或Ni—c0—F系。F-离子特性吸附在膜壁上,中和了阳极氧化膜的正电荷使之带负电位,有利于金属离子向膜孔中扩散,另外F-与膜反应又生成0H-,与扩散进入膜孔的Ni2+结合,生成氢氧化物面沉积于膜孔中堵塞孔隙。某些成分作用(如极性分子)生成有保护性的化学转化膜。
(二)常温封孔工艺
1.常温封孔的工艺规范(见表9—3—29)
2.常温封闭剂的化学组成
市面上售的封闭剂的化学组成都是不公开的专利品,一般主成分为Ni—F、Ni—c0—F。为使功能更为全面,还必须加入其他助剂,如极性溶剂、络合剂、缓冲剂、粉霜抑制剂以及表面活性剂等进行复配。
3.成分和工艺参数的影响
(1)镍和氟镍离子是封闭主剂,而氟离子是封闭促进剂。膜孔封闭质量的优劣主要取决于进入膜孔中的镍含量,镍大于7mg/dm2)以上,封闭质量才好。在生产中一定要控制Ni2+>0.8g/L,游离F->0.6g/L。由于F-的消耗速度大于镍,所以配槽和补充应使用两种制剂或者单独补充F-。常温封孔的工艺规范

(2)pH值。常温封闭剂使用的最佳pH值范围是5.8—6.2,pH=6为最佳值,pH值影响的实质是对金属的水解起制约作用,从而影响膜中镍沉积量。pH<5.5,封闭液呈弱酸性,金属盐水解受抑制,故封闭效果差;pH>6.5,镍等金属变成氢氧化物沉淀,丧失了有效成分,亦降低封孔效果。
(3)封闭温度和时间的影响。这是影响封闭质量的重要因素,随温度升高和封闭时间延长封孔速度提高。常用温度范围是20℃~40℃,以30℃~35℃为最佳。低于20℃封孔速度很慢,需要较长时间;大于40℃容易产生封闭“粉霜”。一般规律是每提高10℃封闭速度可提高l倍,反之亦然t=6/b
式中: t为封孔时间(min);6为氧化膜厚度(μm);b为封孔速度(μm/min),该值与封孔温度及封闭剂质量有关,一般30℃时b为1μm/min~1.2μm/min左右。
4.维护管理注意事项
(1)每班前、中、后都要用pH值计或精密pH值试纸检查pH值,正常情况下pH值朝上升趋势,用醋酸或氢氟酸调整。若pH值下降,说明零件清洗不净带入了硫酸。这是最危险的,要加强清洗。pH值低可用氨水调高。
(2)每两天要分析一次Ni2+和游离F-,及时调整。
(3)操作温度宜用30℃~35℃冬春要稍加热、根据膜厚和温度确定封闭时间。
(4)正常情况下溶液中有絮状沉淀,不影响封孔质量。但沉淀过多则要过滤。
(5)封孔液的有害杂质是NH4+、S042+、C1-、Ca2+、Mg2+。当杂质超标,如NH4+>4g/L、S042+>
8g/L将导致封孔液失效。常温封孔常见故障和纠正方法
 本公司可以承接电泳生产线和各类涂装生产线设计、制造、施工,为您提供一流的涂装生产线生产制造服务,让您更省时、省力、省心。
本公司可以承接电泳生产线和各类涂装生产线设计、制造、施工,为您提供一流的涂装生产线生产制造服务,让您更省时、省力、省心。全国服务热线:15897453787
-
阳极氧化常温封孔工艺
2334 人参与 2012年12月24日 06:52 分类 : 电镀技术 电镀工艺 电镀设备 评论


-

狄拉克方程是什么1928年时,英国物理学家保罗狄拉克试图把新发展起来的量子理论与相对论概念及麦克斯韦方程组结合起来,从而推导出一个适于具有惊人特性的带电粒子的传播过程的方程。此狄拉克方程在精确描述电子的物理性质的同时,还反映出一种新粒子的物理性状;该粒子的质量
-
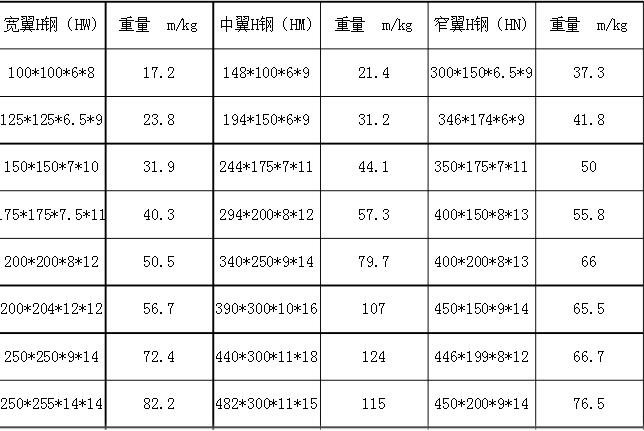
h型钢又叫工字钢,是一种截面面积分配加工优化,强度和重量比更加合理的经济断面高效型材,h型钢的断面与英文字母H相同,所以得名h型钢,又由于与工相同,所以叫h型钢也叫工字钢。由于h型钢的各个部位均与直角排布,所以h型钢在各个方向上都具有抗弯能力强,施工简单,节约
-

浸蚀包括一般浸蚀、光亮浸蚀和弱浸蚀。一般浸蚀可除去金属零件表面上的氧化皮和锈蚀物。光亮浸蚀可溶解金属零件上的薄层氧化膜,除去浸蚀残渣,并使零件呈现出基体金属的结晶组织,以提高零件的光泽。弱浸蚀是在零件入电镀槽前进行的,弱浸蚀可中和零件表面的残碱(铝件碱洗
-

本公司承接湖北武汉喷粉加工业务,公司拥有一条完整的全自动喷粉生产线,可以满足各种表面涂装处理要求,欢迎来电咨询
- 2017-04-10铝型材阳极氧化电解着色工艺技术发展现状分析
- 2013-03-27镁及镁合金不合格膜层的退除
- 2013-03-27镁合金的化学氧化
- 2013-03-27铝及铝合金的微弧阳极氧化
- 2013-03-27铝及铝合金阳极氧化膜的封闭
- 2013-03-27阳极氧化膜的着色
- 2013-03-27不合格阳极氧化膜的退除
- 2013-03-27铝及铝合金阳极氧化工艺
- 2012-12-24影响高温封孔质量的因素
- 2012-12-24铝阳极氧化膜的封闭处理
电泳设备
-


最近发表
技术咨询
-
公司与多家厂家合作,提供电泳技术咨询服务,并可提供电泳生产的设计,制造,电泳设备及配件的销售(超滤机,越滤膜,纯水机,反反渗透膜,固化设备,废水处理设备等)
