电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » » 电镀技术 电镀工艺 电镀设备 » 正文
-
(1)电镀暗镍
电镀暗镍又称普通镀镍或无光泽镀镍,是最基本的镀镍工艺。该工艺镀层结晶细致,易于抛光、韧性好、耐蚀性高,主要用于防护一装饰性镀层的底层或中间层。按其使用目的,暗镍分为预镀镍和常规镀镍。
1)预镀镍
预镀镍主要为了保证镀层与基体的结合力,用于钢铁、不锈钢、锌合金、铝合金等基体的打底镀层。如钢铁通过弱酸性或中性介质预镀镍,是代替氰化镀铜工艺的重要途径之一;不锈钢等难镀金属,通过预镀镍得到活化;锌铝合金等活泼金属基体通过预镀中性镍提高镀层结合力。下面是常用的几种预镀镀镍工艺规范,供参考。
配方l(适用钢铁闪镀镍):
NiS04·7H20 120~150g/L
pH值 5.0~5.6
NaCl 7~12g/L
温度 25~35℃
H3B03 30~45g/L
DK 0.8~1.5A/dm2
Na2S04 60~80g/L
时间 3~5min
十二烷基硫酸钠 0.05~1g/L配方2:
NiCl2·6H20 240~260g/L
DK 2~5A/dm2
HCl(36%) 120~130mL/L时间 30~90s
温度 室温
该配方适用于不锈钢等易钝化基体预镀镍,基体可预先在浓盐酸中活化。
配方3:
NiS04·7H20 200~250g/L
温度 室温
NaCl 7~12g/L
时间 4~6min
适用于铝及锌合金预镀镍。
配方4:
硫酸镍 200~250g/L
NaCl 7~12g/L
柠檬酸钠 250~300g/L
DK l.0~1.2A/dm2:
H3B03 20~25g/L
pH值 7.o~7.2:
温度 室温
2)常规镀镍 。
常规镀镍液容易维护,操作简便,沉积速度快,镀层脆性小,对厂房和设备腐蚀轻。常用常规暗镍工艺规范如下。
配方5:镀硬镍
NiS04·7H20 150g/L
温度 50~60℃
NH4C1 20g/L
pH值 5.6~5.9
H3B03 25g/L
DK 2~5A/dm2
配方6:瓦特镀镍
NiS04·7H20 250~300g/L
pH值 3.8~4.5
NiCl2·6H20 40~50g/L
温度 50~55℃
H3B03 35~40g/L
DK l.0~2.5A/dm2
十二烷基硫酸钠 0.05~0.1g/L配方7:
NiS04·7H20 180~220g/L
pH值 5.0~5.6
NaCl l2~15g/L
温度 18~35℃
H3B03 25~30g/L
DK 0.5~1.0A/dm2
Na2S04 80~lO0g/L
配方8:滚镀镍NiS04·7H20 200~250g/L
pH值 4.O~4.6
NaCl 8~12g/L
温度 45~50℃
H3B03 40~509/L
DK l.O~1.5A/dm2
3)镀液中各成分及操作条件对镀层性能影响
①主盐硫酸镍(NiS04·7H20)是镀镍液的主盐,浓度范围一般在100~350g/L。硫酸镍铵[NiS04·(NH4)2S04·6H20]也可以用作产生镍离子的主盐,但硫酸镍铵含镍量较低(15%),溶解度较小,不能得到高浓度溶液,因而该溶液不能用于高电流密度电镀,所以应用很少。但当电镀液中含有铵离子时,所得镍层坚硬,因此复盐硫酸镍铵电解液有时用来制取硬度较高的镍层。
②活化剂 由于镍阳极容易钝化,因此电镀镍镀液中必须加入阳极活化剂,保证镍阳极正常溶解。最常用的阳极活化剂是氯化物,如氯化镍、氯化钾、氯化钠及氯化铵等。在这些氯化物中,Cl一通过在镍阳极的特性吸附,驱除氧、羟基离子及其他能钝化镍阳极表面的异种粒子,从而保证镍阳极的正常溶解,同时活化剂能提高镀液电导率和阴极分散能力。考虑到价格和货源情况,通常使用氯化钠作为阳极活化剂,用量一般在7~15g/L。氯化钠含量过多,阳极溶解迅速,甚至直接使镍的金属微粒从阳极分离,沉积于槽底,或被吸附在阴极上,造成镀层堆镍,同时由于镀液中钠离子浓度增加,使镀层发脆,光泽度降低;氯化钠含量过低,阳极发生钝化,导致镀层质量低劣。氯化镍既能提供镍离子,又能提供氯离子,同时不增加其他金属离子,因此可代替NaCl及部分主盐NiS04·7H20,起到阳极活化剂作用,是较为理想的活化剂。
⑥润湿剂在镀镍液中,常采用阴离子型有机表面活性剂降低电极与镀液界面张力,使形成的氢气难以在电极表面滞留,以防止产生针孔和麻点。生产中常用润湿剂为十二烷基硫酸钠等,其用量约在0.025~0.10g/L之间。用量过低,效果不显著;用量过高,泡沫多,不易清洗。十二烷基硫酸钠缺点是易起泡,因此在有空气搅拌时,可采用2一乙基己基硫酸
在含镍铵复盐的电解槽中,可用氯化铵作活化剂。
③导电盐单纯从导电率来看,以硫酸钾和硫酸铵较好,硫酸镁稍差。但硫酸钾和硫酸铵一样,能与硫酸镍形成复盐(NiS04·K2SO4·6H2O),此复盐溶解度不大,容易结晶析出,因此生产中常用硫酸钠和硫酸镁作导电盐。
加入硫酸钠(Na2S04·10H20)和硫酸镁(MgS04·7H20)能提高镀液导电性和分散能力,降低施镀温度,硫酸镁还能使镀镍层白而柔软(不能消除其他因素引起镍层发暗的弊病)。Na2S04·10H20用量一般为80~100g/L,MgS04·7H20用量一般为20~40g/L。
④缓冲剂 由于电镀镍液中阴、阳极电流效率不等,为防止生产中镀液酸度的急剧变化,常加入硼酸作缓冲剂,控制pH=5~6。硼酸浓度一般控制在40~50g/L,光亮镀镍中稍高。但硼酸含量过高,镀液温度较低时会结晶析出(硼酸在常温下的溶解度仅为40g/L)。硼酸具有缓冲作用的同时,还能改善镀镍层与基体金属的结合力,提高阴极极化和镀液的导电性,使烧焦电流密度提高。
⑤防针孔剂电镀镍过程中,由于阴极表面析出的氢气在电极表面滞留,极易在镀层中形成肉眼可见的微小针孔和麻点(严格来说针孔是肉眼可见的深入基体的微小孔洞;而麻点则为肉眼可见的不深入到基体的微小孔洞)。为减少针孔的形成,需向镀液中加入防针孔剂。普通镀镍可采用双氧水、过硼酸钠等氧化剂作防针孔剂,降低或消除阴极上析出的氢量,从而消除针孔。双氧水分解产物是水和氧气,无副产物生成,各厂普遍使用,一般每班用量在0.1~O.2ml/L(30%的双氧水)。钠或辛基硫酸钠等低泡表面活性剂。
⑦酸度(pH值)正常生产情况下,镀镍液pH值是缓慢上升的,如果pH值反复不定或不断下降,说明电镀液工作不正常。
pH值低时,阴极上大量析出氢气,电流效率降低。当pH值低于3时,会猛烈放出氢气,甚至电流效率为0。但当pH值超过6或者接近于中性时,又会生成氢氧化镍沉淀,夹杂于镍层中使镀层剥落、发脆、深孔难于沉积等。
pH值发生变化应及时调整。pH值高时,用3%硫酸溶液调整;pH值低时,可加入3%氢氧化钠调整。添加氢氧化钠时,易产生沉淀,应在不断搅拌下缓慢加入,用碳酸镍代替氢氧化钠效果更好。调整时,先做小槽试验,而后大槽调整。若调整pH值的数值较小,如在0.2~0.4范围内,可采用通电处理,但时间较长。如果需降低pH值,可采用小面积阳极,大面积阴极;提高pH值时,应采用大面积阳极,小面积阴极。两种处理方法,都采用低电压、小电流。
⑧搅拌通过搅拌可增大电流密度,提高光亮度,减小毛刺,并使阴极表面的氢气易于逸出,减少针孔和麻点。
搅拌方式有阴极移动、压缩空气搅拌、连续循环过滤搅拌或三者相结合。阴极移动的速度,常采用15~20次/min左右,行程100mm左右;随着过滤设备性能的提高,连续循环过滤、搅拌方式使用量在扩大,尤其对高质量电镀,该方式对保证镀液洁净度、减少镀层弊病有重要作用。过滤机可以采用滤芯式或滤袋式,过滤速度一般2~8次/h,过滤精度5~10μm。⑨电流密度 施镀电流密度与镀液的温度、镍离子浓度、酸度及添加剂等有密切关系。常规镀镍都是在常温和稀溶液条件下进行,其电流密度可取0.5~1.5A/dm2;光亮、快速镀镍是在加温和浓溶液的条件下操作,所采用的电流密度为2~3A/dm2,甚至更高。
⑩温度温度对镀层内应力影响很大,当温度由l0℃升至35℃时,镍层内应力迅速降低,而温度由35℃升到60℃内应力降低较慢。当温度进一步升高,内应力则几乎不变。加温还可以使电镀液中各成分的溶解度增大,进而可以采用浓镀镍液;同时,温度升高,镀液的电导率增加,电流效率提高,但阴极与阳极的极化作用均降低;温度升高使盐类的水解及生成氢氧化物沉淀的趋势增加,特别是铁杂质的水解,易形成针孔;镀液的分散能力降低。目前生产中常规镀镍液的温度控制在20~40℃之间;光亮、快速镀镍k般控制在40~60℃之间。
⑥阳极 常规镀镍均采用可溶性镍阳极,为保证阳极均匀溶解,不产生杂质,不形成任何残渣,阳极材料的成分及结构都有严格的要求。常用的有电解镍、铸造镍、含硫镍等,含硫镍是一种活性镍阳极,在精炼过程中加入少量的硫,即使在没有氯化物的镀液中,阳极效率也接近100%。从形状上看,阳极材料有(200~250)mm×(200~250)mmX l5mm镍板、≯6~12mm镍球、声l0~30mm纽扣状镍饼等。使用时通常将镍球、镍饼等装入钛篮,以保证足够大且稳定的电极表面积,为防止阳极泥进入镀液,钛篮应包在双层聚丙烯材料织成的袋内。
使用时应注意:钛篮网目一般为l0mm×3mm,钛篮底部应高出槽底50~70mm,钛篮长度应略低于挂具长度,以避免阴极边缘因电力线过于集中而使镀镍层烧焦;生产中应定期向钛篮中补充阳极材料并防止“架空”;镍球装载密度一般为5.4~6.0kg/dm3,镍饼为4.6kg/dm3;阳极袋口应高出液面30~40mm,内袋要紧,外袋要松。4)普通镀镍常见缺陷、产生原因及消除方法
普通镀镍常见缺陷、产生原因及消除方法

(2)电镀光亮镍
电镀光亮镍是在暗镍工艺中加入不同光亮剂,直接获得全光亮且具有一定整平性镀镍层的工艺。该工艺改变了靠暗镍抛光获得高光亮装饰防护镀层的传统工艺,减轻了劳动强度,改善了生产环境,提高了生产效率,符合清洁生产的基本要求。
目前使用的光亮镀镍工艺,绝大多数是在瓦特镀镍工艺中加入有机光亮剂而形成的,因此光亮镀镍的关键是光亮剂。
自从20世纪30年代德国Schlotter博士发明并推广有机光亮剂至今,经过几代人的研究开发和实际生产应用,创造了巨大的经济效益,其作用机理研究也获得一定进展。
镀镍光亮剂包括初级光亮剂(第一类光亮剂)、次级光亮剂(第二类光亮剂)和辅助光亮剂。实际使用时可分开添加,也有复合型产品。
1)初级光亮剂
初级光亮剂能显著减低镍镀层晶粒尺寸,使晶粒细化,降低拉应力并转移为压应力,镍镀层延展性提高;赋予镀层一定程度的光亮性,产生均匀的光泽,但单独使用不能使镀层全光亮;初级光亮剂有降低镀液对金属杂质,尤其是铜杂质敏感性的作用,但对阴极电位的影响比次级光亮剂小。
初级光亮剂主要是结构上含有不饱和基团一D=C—S02一的芳香族化合物,可分为
芳香磺酸类、芳香磺酰胺类、芳香磺酰亚胺及杂环磺酸类等,常用的有:

不管哪一种初级光亮剂,一般认为是通过不饱和碳键吸附在阴极的生长点上,增大阴极极化,从而显著减小晶粒尺寸,使镀层产生柔和的光泽。初级光亮剂在阴极还原后,将以硫化物形式进入镀层,使镀层中含有约0.030A的硫。
2)次级光亮剂
次级光亮剂单独加入镀镍液中,能明显增加阴极极化作用,较好地改善镀液分散能力,在一定范围内,其增量与浓度有关,但浓度太高,镀层易脆裂;次级光亮剂单独使用,光亮区电流密度范围狭窄,镀层张应力和脆性大,与初级光亮剂配合使用,可获得具有镜面光泽和延展性良好的镍镀层;有些光亮剂兼有整平作用。
次级光亮剂是结构中含有双键、三键等的不饱和化合物,典型的官能团有一N=N一,一G=C一,一N=O,一C=O,一C=C一等。目前生产中常用的主要是丁炔醇、丙炔醇、炔胺、吡啶类衍生物及季铵盐等。
1,4一丁炔二醇[-C4H4(OH)2]与环氧乙烷、环氧氯丙烷、环氧丙烷等加成反应,生成炔醚类化合物,价格低,具有光亮和弱整平作用,镀层脆性小,应用较多;丙炔醇与环氧类物质反应得到的产物有很好的光亮和整平作用,镀液中加入量少;吡啶盐类具有优异的整平能力,用量极少,效果显著,尤其在高、中电流密度区,即使在镀层很薄的情况下,也有较好的整平效果,但脆性大,用量必须控制。
3)辅助光亮剂
辅助光亮剂对镀层光亮仅起辅助作用,对改善镀层的覆盖能力,降低镀液对金属杂质的敏感性,缩短获得光亮和整平镀层所需的电镀时间(出光速度快),降低次级光亮剂的消耗量有利。辅助光亮剂结构中有c=c、C=C、C—s基团,与初级光亮剂有共性,但多数是不饱和脂肪族化合物。

4)典型光亮镀镍工艺规范配方l:
硫酸镍NiS04·7H20 280~320g/L
十二烷基硫酸钠Cl2H25S04Na 0.1~0.2g/L
氯化钠NaCl l5~20g/L
温度 50~55℃硼酸H3B03 35~40g/L
pH值 4.2~4.8
糖精C7H403NS(或柔软剂S-96) 0.5~1g/L
DK 2.0~4.0A/dm2
1,4-丁炔二醇C4H4(0H)2 0.2~0.5g/L
阴极移动 25~30次/min
BEI-95 2~4mL/L
配方2:
NiS04·7H20 250~300g/L
l,4-丁炔二醇 0.4~O.5g/L
NiCl2·6H20 40~50g/L
pH值 3.8~4.5
H3B03 35~40g/L
温度 50~55℃
十二烷基硫酸钠 0.O5~O.1g/L
DK l.O~2.5A/dm2
糖精 0.8~1.0g/L
阴极移动或循环搅拌
现在市场上镀镍光亮剂种类繁多,但其基础配方大致相同,生产中应通过试验谨慎选择,并根据产品说明书要求使用。5)光亮镀镍中的故障及管理
光亮镀镍与暗镍相比,镀液各成分影响相同,但pH值低、温度高、采用搅拌措施,因此允许电流密度比暗镍高,沉积速度快;阳极材料采用含硫镍效果更好,一者溶解电压低,溶解性能好,二者阳极中所含的微量硫,随阳极溶解进入镀液,可驱除镀液中铜杂质,有净化金属杂质作用。
光亮剂比例失调是光亮镀镍中常见故障,主要表现为初级光亮剂与次级光亮剂失去平衡,这是光亮镀镍中的主要问题。比例不当,会产生起泡、脱落甚至镀层脆裂。一般来说,初级光亮剂产生压应力,次级光亮剂产生张应力,如果配合得当,就可以获得应力很低的镀层,否则将使镀层恶化。但并不等于一种光亮剂过量,加另一种光亮剂即可抵消解决,它还关系到阴极吸附和镀层中夹杂物含量。当光亮剂不足时,也会引起镀层光亮度的不足。一般情况下,次级光亮剂不足,会引起整个电流密度范围内镀层光亮不足,初级光亮剂不足,只会引起高电流密度端光亮度不足。
光亮镀镍中,光亮剂分解产物在多数情况下有害,初级光亮剂分解后以硫化物形式进入镀层,使镀层脆性增加,低电流密度区发暗。次级光亮剂丁炔二醇虽然没有分解产物,但用量过多,镀层发脆、易脱皮。
生产中,光亮剂必须遵循少加、勤加的原则,有条件的企业通过安培小时计自动计量添加,不具备条件的应充分利用赫尔槽试验小试后,再大槽添加。当添加剂分解物及其他杂质浓度增大至一定程度时,应及时处理。重金属铜、铅、铁等的影响多表现在低区,可以使用走位剂或除杂水等减少对镀件影响;添加剂分解物可通过活性炭吸附过滤除去。本公司可以承接电泳生产线和各类涂装生产线设计、制造、施工,为您提供一流的涂装生产线生产制造服务,让您更省时、省力、省心。全国服务热线:15897453787
-
电镀镍工艺规范
4253 人参与 2013年01月22日 01:42 分类 : 电镀技术 电镀工艺 电镀设备 评论



-

在我国古代对于年龄的代称有很多种,有一种习俗,就是对某些年龄都不会不直接说出数字,而是使用一些代称来表示年龄。这些年龄的代称出现得最多的是在一些古代文学作品中,常常会遇到这些代称。比如最常见的有而立之年,不惑之年,或是花甲之年,其中比较常见的有以下几种,束发:
-

我们常用玉不琢不成器人不学不知义来教育小孩子,那么玉不琢不成器人不学不知义的意思是什么了?玉不琢不成器人不学不知义出自于《礼记•学记》。《学记》是《礼记》中的一篇,着重是谈教育的。这一节一方靣论述了学习的重要性,另一方面还谈了古之王者重视教学的情况。玉不琢
-
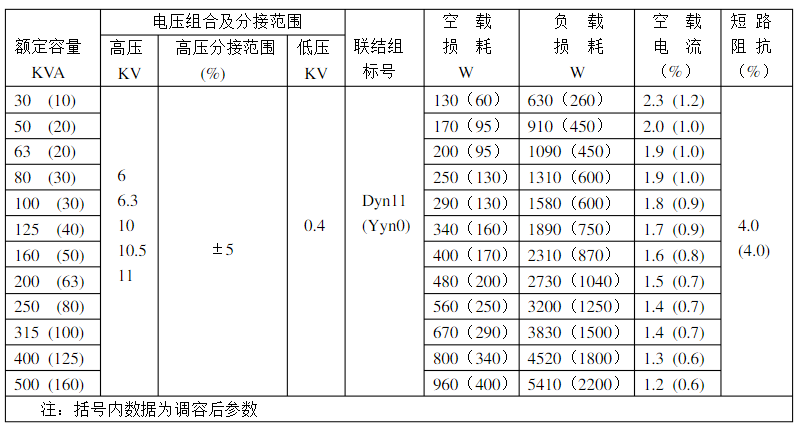
什么是调容变压器?调容变压器其实就是容量降低以后,使铁心的磁通密度减小,从而降低空载损耗,在临界负载下,总损耗可以降低的变压器,调容变压器一般主要有两种常见的形式,串并联调容变压器和Y-D调容变压器。串并联调容变压器是每相高低压绕组均由两部分绕组组成的,并联时
-

金属型铸造是将液态金属在重力的作用下充填金属铸型,凝固后获得铸件的成形方法。由于铸型是由金属材料制成,可反复使用,所以又称永久型,金属型铸造的生产过程金属型铸造的种类按分型面的不同,可分为整体式金属型、垂直分型式金属型、水平分型式金属型、复合式金属型四种,常见
- 2013-03-26目枪色电镀工艺
- 2013-03-26沙雾镍工艺
- 2013-03-26浮雕电镀与双色电镀
- 2013-03-26电镀黑色装饰层的获得
- 2013-03-26涂装仿古铜工艺
- 2013-03-26金属仿金表面处理
- 2013-03-26电镀标准汇总
- 2013-02-05代铬镀层
- 2013-02-05不良铬镀层的退除
- 2013-02-04镀铬故障产生原因及排除方法
电泳设备
-


最近发表
技术咨询
-
公司与多家厂家合作,提供电泳技术咨询服务,并可提供电泳生产的设计,制造,电泳设备及配件的销售(超滤机,越滤膜,纯水机,反反渗透膜,固化设备,废水处理设备等)
