电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » » 前处理工艺 前处理设备 » 正文
-
磷化处理温度
从节省能源、改善劳动环境、降低生产成本、化学反应速度、处理时间和生产速度要求出发,在生产应用中普遍采用的是低温或中温前处理工艺。
工件除有液态油污外,还有少量固态油脂,在低温下,固态油脂很难去除,因此脱脂温度不管是浸泡还是喷淋均应选择中温范围。如果只有液态油脂,选用低温脱脂完全可以达到要求。
对一般锈蚀及氧化皮工件,应选择中温酸洗,方可保证在10min内彻底除掉锈蚀物及氧化皮。除非有足够的理由,一般不选择低温或不加温酸洗除锈,低温酸洗仅限于如:工件锈蚀很少、无氧化皮;除锈时间不受限制;允许采用盐酸酸洗等情况。
表面调整工序,通常不需加温,一般就是常温处理。
低温或中温磷化,磷化速度都没有明显的差别,都可在较短的时间内快速形成磷化膜。磷化后的工件,如果要求有较长的工序间存放时间,变应该选择中温磷化,才会有较好的防锈效果。
整个前处理过程,都可采用常温不加温洗方式,如果最后一道水洗是热水烫干,其水温应在80℃以上。
本公司可以承接电泳生产线和各类涂装生产线设计、制造、施工,为您提供一流的涂装生产线生产制造服务,让您更省时、省力、省心。全国服务热线:15897453787
-
前处理磷化处理温度
1419 人参与 2013年04月12日 14:33 分类 : 前处理工艺 前处理设备 评论
-

电化学除油中程序错乱引起镀层起泡某单位镀出工件严重起泡、掉皮,除油后的工件表面发灰,是什么故障呢?经多方寻找原因,最后在电化学除油工序中终于找到了答案。原来是正、负电极接错引起的。该厂在双向闸刀板上写(+)、(-)标志时位置写错,致使除油过
-
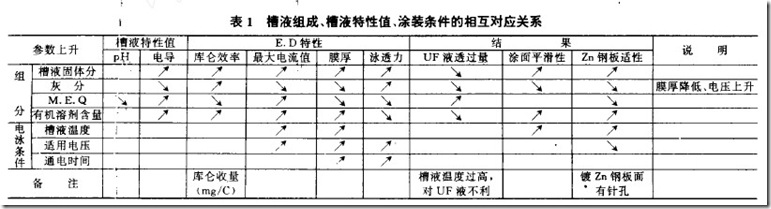
阴极电泳漆涂装的工艺条件(参数)有哪些?它们的相互关系是什么?对电泳结果有何影响?阴极电泳涂装的工艺条件(或工艺参数)包括以下四个方面13个条件(参数).①槽液的组成方面:固体分、灰分、MEQ和有机溶剂含量;②电泳条件方面:槽液温度、泳涂电压、泳
-

光敏电阻的工作原理及应用 光敏电阻器是光电传感元件之一,它是利用半导体的光电导效应制成的一种元件。阻值随入射光的强弱而改变,一般说来,入射光增强,电导率增大,电阻值减小。通常,光敏电阻体都做成薄膜结构,以便吸收更多的光能,光敏电阻器的光敏层所用的
-
不停车带压密封技术适用的温度、压力和介质?适用的介质包括水,水蒸汽,压缩空气、氮气、氢气、氧气、煤气、石油液化气、烃类、酸、碱、氨、热油载体、溶剂及各种化学和液体等流动介质。泄漏介质的温度:-100℃--+500℃泄漏介质压力:真空20Mpz或更高。
- 2024-03-15溶剂型涂料的浸涂涂装工艺简介
- 2024-03-15塑料涂装表面处理的方法
- 2024-03-14电泳涂装前磷化处理的目的
- 2024-03-13电泳涂装前处理化学除锈方法
- 2024-03-13电泳涂装前处理物理除锈方法
- 2024-03-10电泳涂装前处理清洗方式及脱脂中的注意问题
- 2024-03-10电泳涂装前处理超声波清洗的方式方法
- 2024-03-09电泳涂装前处理超临界CO2清洗的方式方法
- 2024-03-09电泳涂装前处理脱脂表面活性剂去油方法
- 2024-03-09电泳涂装前处理脱脂碱液清洗方法
电泳设备
-


最近发表
技术咨询
-
公司与多家厂家合作,提供电泳技术咨询服务,并可提供电泳生产的设计,制造,电泳设备及配件的销售(超滤机,越滤膜,纯水机,反反渗透膜,固化设备,废水处理设备等)
