电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
-
金属喷涂前处理磷化问答
1、磷化膜作为涂装的底层起什么作用?
①提供工序间保护,以免引起二次生锈。
②提高整个涂层的耐腐蚀性。
③增加涂层与基材的附着力。
④防止漆膜与基材发生化学反应。
⑤提高涂装产品的装饰性能和使用寿命。
2、结合公司产品,磷化剂按处理温度分类
常温:XH-1、XH-1B、XH-2、XH-2B、XH-24、XH-6、XH-11等。
低温:XH-5、XH-8、XH-24、XH-10B、XH-21等。
中温:XH-34、XH-34B、XH-13、XH-84、XH-86等。
3、结合公司产品,按磷化膜化学成份分
锌 系:XH-8、XH-24、XH-2B等。
锌钙系:XH-5
锌铁系:XH-1B、XH-1、XH-1A等
铁 系:XH-11、XH-11C等
锰 系:XH-85
锌锰系:XH-34、XH-34B、XH-84、XH-86、XH-13
4、按磷化膜外观分类
彩 膜:XH-1、XH-1B、XH-11、XH-11C等
灰 膜:XH-8、XH-2B、XH-10B、XH-24等
黑灰膜:XH-34、XH-34B、XH-13、XH-85、XH-86等
黑 膜:XH-84
5、按促进剂类型分类
外加促进剂型:XH-2B、XH-10B、XH-24等
内含促进剂型:XH-8、XH-1、XH-1B、XH-34、XH-34B、XH-11、XH-11C、XH-21等
6、多功能磷化液
XH-4、XH-9
7、彩涂处理剂
Coil Coating 667
Coil Coating 668
Coil Coating 669
Coil Coating 670
8、无磷处理剂
9、简述磷化膜形成过程的步骤
①酸浸蚀
②促进剂(氧化剂)加速
③磷酸的多级电离最终为PO43-
④磷酸盐沉淀结晶堆积成磷化膜
10、磷化膜的特性
①多孔性 ②抗蚀性 ③与金属基体结合力佳
④与涂膜有良好的结合力 ⑤绝缘性
11、磷化膜的膜重与膜厚的核算关系
磷化膜厚度(μm)和单位面积膜层质量(g/㎡)的核算关系表
膜厚(μm)
单位面积膜层质量(g/㎡)
1
1~2
3
3~6
5
5~15
10
10~30
15
15~45
12、如何评价磷化膜的外观
轻微的水迹、擦油、挂灰现象,由于热处理焊接及加工等表面状态不同,造成磷化膜颜色不均匀和结晶不均,焊缝、气孔和夹渣处无磷化膜为允许缺陷。
磷化膜出现泛黄生锈,膜层疏松,磷化露底局部无膜,严重挂灰等现象均为不允许缺陷。
13、什么叫磷化液的游离酸度、总酸度?
游离酸度:为溶液中磷酸一级电离出来的氢离子浓度反映,游离酸度的量表示磷化液中游离磷酸的浓度。
总酸度:为第一级和第二级电离出来的氢离子和溶液中其它盐类水解后电离出来的氢离子以及各种金属离子的总和(表示磷化溶液中全部酸液成分量的总和)。
14、游离酸度(FA)对磷化膜质量的影响
游离酸度高,磷化膜形成缓慢,膜层结晶粗大,疏松、泛黄、膜层耐蚀性差。FeSO4沉渣大量生成。游离酸度过低,对钢铁基体溶解困难磷化膜难形成,磷化液稳定性差,磷化膜极黄、挂灰,有时甚至无膜。
15、总酸度对磷化膜质量的影响
总酸度过低——磷化速度慢,磷化膜过薄或不完整(露底)甚至可以无膜。
总酸度过高——磷化槽液沉渣多,磷化膜表面产生粉状物,造成挂灰。
16、何谓酸比?酸比对磷化有何影响?
酸比是磷化液的总酸度(TA)与游离酸度(FA)的比值
酸比=
总酸度(点)
游离酸度(点)
酸比是决定磷化膜优劣的非常重要的因素,根据磷化液的使用技术条件与材质情况,对酸比要求不同,但一般来说酸比值与处理温度有关。
高温磷化控制酸比为4.5~6:1左右
中温磷化控制酸比为8~10:1左右
低温磷化控制酸比为10~15:1左右
常温磷化控制酸比为20~30:1左右
17、如何调整槽液酸比值
降低游离酸度一般采用加入祥和牌中和剂,加入参考量为1T槽液加入1kg,中和剂降低游离酸度约1点。注意加入时要缓慢加入并不断搅拌,均匀后再取样分析。
提高总酸度采用加入磷化浓缩液(切忌将磷化粉直接加入)。加入量按说明书计算加入。
18、什么是pH值?如何检测槽液pH值
所谓pH值是指酸碱比值,在化学中定义为溶液中[H+]的负对数来表示溶液中溶液的酸碱性,称之为溶液的pH值,在室温下
pH<7溶液逐渐显酸性
pH=7中性
pH>7溶液逐渐显碱性
测定选用pH 0~14的广泛试纸或不同范围的精密pH试验。
19、“P”比值的定义?“P”比值对磷化膜质量的影响
“P”比值定义为:P/(P+H) P为Zn2Fe(PO4)2·H2O(立方体结晶)
H为Zn3(PO4)(片形结晶)
20、提高磷化膜P比值的方法
①采用低锌含锰(三元磷化)工艺 ②采用浸渍磷化
21、促进剂在磷化处理中的作用
①缩短磷化时间 ②降低磷化温度 ③改善磷化膜外观,膜层薄而致密
④减少磷化液中,Fe2+的积累
22、促进剂的种类?促进剂的加入方式?
促进剂可分为氧化性促进剂和成膜促进剂,又可分为无机促进剂和有机促进剂,还可分为单一促进剂和复合促进剂,其加入方法可分为内含促进剂和外加促进剂磷化液。
23、如何控制磷化液中促进剂的含量
促进剂含量要严格控制在规定范围内含量低、促进作用弱、磷化速度慢,含量过高,不仅磷化速度快,影响膜层结合力,而且易使金属表面产生钝化层造成沉渣增多(出现彩膜或泛黄)促进剂的含量范围与基材,磷化温度游离酸度等因素有关,要较严格控制。
24、磷化后水洗质量对涂膜的影响
工件表面一般磷化后要充分水洗,避免磷化膜上残留可溶性盐,从而影响涂层的附着力,在湿热条件下易引起脱膜起泡、脱落,还会污染电泳槽,所以磷化后需水洗1~2道,与电泳漆配套,磷化膜须用去离子水洗2~3遍,铁系磷化后是否水洗,供需双方确定。
25、磷化后钝化工序的作用
①提高磷化膜的防锈能力。
②改善磷化膜综合性能。
③改善P比值低的磷化膜与电泳漆的配套性,能明显提高涂膜的耐腐蚀性及耐湿热性。
26、磷化后为何对磷化膜进行干燥?
①为下道涂装工序提供干燥表面,除去磷化膜表面的水份。
②提高涂膜的耐蚀性及附着力。
27、磷化膜的烘干温度是多少?如何选择干燥方式?
120~160℃烘干5~10min为宜,烘烤温度不宜过高,否则造成磷化膜粉化。对于结构较为复杂的工件,最好采用烘道烘干,以使迅速去掉内腔夹层的水份,对于结构较简单的工件,也可以选用热水烫干。
28、工件表面状况对磷化膜有何影响?
①材质:含碳量高的钢材为磷化,磷化膜结晶较粗,呈灰色。
含碳量低的钢材为磷化,磷化膜颜色致密,呈瓦灰色。
含Ni、Cr、Co等的合全钢,磷化困难。
②表面状况:钢材表面存在锈蚀等,污物的工件,经酸洗后磷化,磷化膜外观不均匀,耐蚀性差。
③工件几何形状:工件形状简单,对磷化有利,而折边、焊缝及拉伸部位,磷化膜薄而不连续,耐蚀性差,组焊件夹缝多,磷化后烘干后易泛黄。
29、影响磷化膜质量有哪些杂质离子
硫酸根离子,氯离子、铝离子、铜离子等要求磷化液中SO42-、Cl-、Al3+含量均小于0.5g/L。
30、从控制工艺参数着手如何减少磷化液沉渣量
①避免过热现象 ②避免中和现象
③控制酸比 ④磷化液中Fe2+浓度控制
31、与阴极电泳涂装配套的磷化膜的特点
膜重2~3g/㎡,P比≥85~90%,晶粒度≤10μm,镍含量≥20mg/㎡,在电泳过程中被涂物表面,形成强碱或强酸性界面层,对磷化膜有溶解侵蚀作用,因此磷化膜耐碱性的优劣可作为评价磷化膜与阴极电泳涂装配套的重要依据。
32、装饰性厚膜磷化的特点
①磷化反应是在较高温度及较长时间下进行的,膜厚可达20μm以上,膜重可达10~60g/㎡。
②磷化膜的后处理一般为皂化浸油及防锈油或浸蜡封闭等的基底。
③常用于冷加工,耐磨、润滑、电绝缘等原则上不能用作有机涂膜的基底。
④很少能在自动线上使用。
33、什么是“四合一”多功能磷化?特点及适用范围
即是将脱脂、除锈、磷化、钝化四道工序,同时在一个槽中完成的综合表面处理。该工艺特点可以简化常规磷化的繁琐工序,并可简化废水处理,设备投资少,操作简便,可采用浸、刷、喷等各种施工方法。多功能磷化工艺特别适用于一些中小企业和一些特定的产品使用,如工程机械大型槽罐、桥梁等涂装前表面处理。
34、粉末喷涂涂装对磷化膜的要求
静电喷涂要求磷化膜均匀致密,无挂灰,膜重为1.5~3.0g/㎡,因磷化膜过厚,因膜的电阻大影响挂粉。进而影响涂膜厚度。要求磷化液低温低渣,高稳定性,推荐膜重0.2~0.6g/㎡的铁系磷化,膜重1.4~2g/㎡的锌系磷化。
35、钢铁工件几种典型磷化工艺流程
1、表面有油无锈工件
脱脂—水洗—水洗—表调—磷化—水洗—水洗(钝化)—干燥
2、表面有油有锈工件
脱脂—水洗—酸洗—水洗—中和—水洗—表调—磷化—水洗(钝化)—水洗—干燥
36、使用“二合一”处理液工艺
酸性脱脂—“二合一”—水洗—中和—水洗—表调—磷化—水洗—水洗(钝化)—干燥
本公司可以承接电泳生产线和各类涂装生产线设计、制造、施工,为您提供一流的涂装生产线生产制造服务,让您更省时、省力、省心。全国服务热线:15897453787
-
金属喷涂前处理磷化问答
1627 人参与 2013年06月29日 03:36 分类 : 涂料手册 评论
-
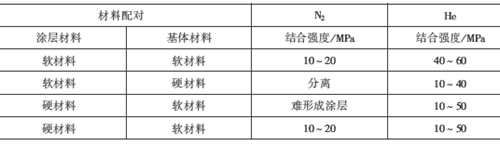
冷气动力喷涂涂层材料与基体材料的匹配性在一定的喷涂工艺参数条件下,用不同的涂层材料在相同的基体材料上或用相同的涂层材料在不同的基体材料上制备涂层,其结合强度有显著的不同。各种不同的涂层材料在不同的基体材料上形成涂层涂层粒子变形。具有塑性的粉末粒子在
-

钢锭中常见的有些什么样的缺陷钢锭中的缺陷主要有缩孔、气泡、偏析、裂纹、非金属夹杂物等。1.气泡,气泡是钢锭中比较常见的一种缺陷,气泡就是在钢锭存在的较小孔洞,气铴来源包括两方而,一种是在铸锭时钢锭模内壁或锭模里面的空气中有水分存在,它们在高温铁水的作用下或在浇
-
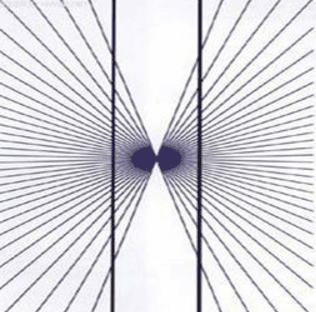
黑林错觉是什么?黑林错觉产生的原因是什么?人的眼睛是很容易受到欺骗的,黑林错觉就是人眼的一种错觉的判断,也就是人眼看到的形状其实与实际的事物并不一样,比如最常见的水杯中的筷子会发生的折射现象,其实也是一种错觉,而黑林错觉也是类似的一种错觉判断。黑
-

酸雨的主要成分是硫酸和硝酸。酸雨是如何形成的酸雨是在自然界没有污染的环境里,由于大气中CO2气体与大气中的水分的反应使雨和雪呈弱酸件,从理论上计算•其pH值为5.6•但“清洁”地区或正常雨水的pH值为5.0〜5.6。所谓“酸雨”,就是指
- 2013-07-12IMD、IML、IMR、IMF的区分
- 2013-07-11UV漆与PU漆的区别
- 2013-07-11IMD工艺流程
- 2013-07-08板式换热器的特点
- 2013-07-05关于工艺文件管理规定
- 2013-07-04PPR管与PVC管有什么区别?
- 2013-07-04涂装基础知识
- 2013-07-04塑料基本知识
- 2013-07-04塑料基本知识
- 2013-07-04六大常见塑料的基本知识
电泳设备
-


最近发表
技术咨询
-
公司与多家厂家合作,提供电泳技术咨询服务,并可提供电泳生产的设计,制造,电泳设备及配件的销售(超滤机,越滤膜,纯水机,反反渗透膜,固化设备,废水处理设备等)
