电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
-
厚膜阴极电泳涂料在轿车零部件上的涂装
摘 要 介绍了轿车零部件对电泳涂装的要求及HED-I型阴极电泳涂料的主要性能指标,讨论了前处理、涂装线、电泳工艺参数控制及后处理对涂装质量的影响,并对目前轿车零部件涂装中存在的问题进行了初步探讨。关键词 阴极电泳涂料 轿车 涂装
1 前 言
以环氧树脂为主体的阴极电泳涂料以其良好的防腐蚀性能、高泳透率被广泛用于轿车车身及其他零部件的涂装,涂膜的厚度也有早期的薄膜型向厚膜型转化,外观也更具有装饰性。80年代中后期,厚膜型阴极电泳涂料能实现一次泳涂膜厚在30 μm以上,且外观良好,涂膜均匀,更具有极佳的耐腐蚀性,在一些场合下还可以省略中涂,从而简化涂装工艺,降低成本。“八五”期间,我院成功地开发了HED-I型厚膜阴极电泳涂料,并用于桑塔纳轿车零部件的涂装。由于桑塔纳轿车零部件对涂装有着极高的要求,对涂膜除了要求外观好、装饰性佳、机械性能好外,在耐腐蚀性方面要求更高,涂层在一定条件下对盐雾和湿热要有综合抵抗能力。HED-I型厚膜阴极电泳涂料自1996年应用以来,完全达到了桑塔纳轿车零部件的涂装要求。下面就HED-I厚膜阴极电泳涂料应用的一些
经验体会作一介绍。
2 涂料特点及技术要求
2.1 特点及技术指标表1 涂料及漆膜性能指标涂 料
项 目
指 标
原漆固体分(%)
乳液 38±2 色浆 40±2(黑)
乳液外观
乳白色 微黄
漆膜性能
厚度(μm) 30~ 40
硬度(H) 3
冲击强度(N·cm) 500柔韧性(mm)≤2
耐盐雾性(h)≥1 000
60循环试验(mm)≤2(单边)粗糙度Ra(μm)≤0.3
HED-I型厚膜阴极电泳涂料是以胺改性环氧树脂、封闭型异氰酸酯固化剂为主要成膜基料,配以各种分散剂、流平剂、助溶剂等,由乳液和色浆组成。涂料指标及漆膜性能见表1。
2.2 槽液及施工参数
HED-I型厚膜阴极电泳涂料的槽液及施工参数见表2。表2 槽液及施工参数
项 目
指 标
固体分(%)19±1
pH值(25 ℃) 6.0±0.3电导率(μS/cm,25 ℃) 1 200±500
溶剂含量(%) 3~ 5
槽液温度(℃) 28±2
施工电压(V) 200~ 250
电泳时间(min) 2~ 3
烘干条件(℃,min) 180,30
2.3 涂装要求桑塔纳轿车零部件多为钢铁件,涂装前须经除油、磷化处理。常用于阴极电泳涂料的磷化多半是锌系磷化,磷化膜厚度为2~ 3 μm,且均匀、细密,P比高。经磷化处理的工件,涂膜防腐蚀性能将有极大的提高。电泳涂装时须对电泳槽、储备槽、循环系统、超滤系统、热交换系统、电极及极液循环系统、直流电源供电系统进行严格地监控,以保证获得满意的涂装效果。工件电泳涂装后须立即冲洗。为了满足不同种类及结构复杂工件的冲洗要求,涂装后的冲洗区还可预留手工冲洗区。涂膜的烘干是在烘道中进行的,180 ℃,30 min左右,为保证不同工件的充分干燥固化,在烘道内应根据工件的种类及大小厚薄来调节烘道内各区段的温度。
3 注意事项
3.1 前处理
(1) 脱脂 轿车零部件表面涂有较重的油脂,均应通过预脱脂和脱脂除去,对于十分复杂的工件还须辅以人工方法除去,否则会造成严重的涂装弊病。因此,须对影响除油效果的因素,如脱脂剂的浓度、温度、脱脂时间、搅拌效果等进行严格的控制,以确保工件表面能充分除去油污。
(2) 磷化 HED-I型厚膜阴极电泳涂料涂装前要求磷化膜均匀细密,表面无挂灰和颗粒,且有较高的P比,以确保最终的涂膜具有良好的防腐蚀性能和机械性能。磷化处理过程中磷化渣的监控显得较为重要,磷化液中的含渣量过高,很容易造成磷化膜粗糙,引起涂膜弊病和性能下降。因此,在生产过程中须对磷化进行严格的管理,并定期排渣。
(3) 水洗 磷化后的工件须充分清洗干净,以免各种污染物如磷化液中的酸和金属离子等进槽,污染电泳槽液,引起槽液的品质下降。采用3道水洗,即自来水溢流洗,自来水喷洗和去离子水洗,并严格控制进槽前工件的滴水电导率≤30 μS/cm,即可确保电泳槽液不被污染,避免因磷化后的冲洗不净造成涂装质量的下降。
3.2 涂装工艺参数
(1) pH值 槽液的pH值决定着槽液的稳定性、电泳性能及漆膜的性能,因而HED-I型厚膜阴极电泳涂料的槽液pH值要控制在6.0±0.3内。过高的pH值会导致漆液不稳定使漆析出,造成超滤堵塞,甚至不能电泳。pH值过低,将使槽液的库仑效应降低,电泳时电解加剧、膜厚变薄,漆膜性能降低,还会加剧管路和设备的腐蚀。因此,在涂装过程中应经常检测槽液pH值的变化,随时进行调整。
(2) 电导率 槽液的电导率表征槽液的导电性能,HED-I型厚膜阴极电泳涂料电导率应控制在1200±500 μS/cm内。在生产过程中往往会出现因前处理等因素引起的槽液电导率偏高,进而引起电解反应加剧,破裂电压降低,导致漆膜堆积等弊病出现。生产中应根据这一情况适当排放超滤液,保证电导率在工艺控制范围内,确保涂装质量。
(3) 固体分 将HED-I型厚膜阴极电泳涂料的槽液固体分控制在(19±1)%内。生产过程中,由于工件的泳出,固体分不断降低,应根据测定结果定期补充,避免长时间低固体分下长期运行,以确保槽液的稳定性、膜厚及膜外观。
(4) 助溶剂 HED-I型厚膜阴极电泳涂料的助溶剂含量须控制在3%~ 5%内。生产中助溶剂的挥发会导致含量降低,引起膜厚下降及外观质量变差,槽液的分散性变差等弊病。这些可通过补充专用补给溶剂加以调整。
(5) 电压 HED-I型厚膜阴极电泳涂料的施工电压可根据工件的大小和种类加以调节(见图1)。提高电压可增加涂膜厚度,且涂膜的致密性、耐蚀性也有所提高,但过高的电压会引起漆膜针孔、桔皮等缺陷。过低的电压会引起膜厚不足,漆液使用稳定性变差,泳透率降低。HED-I型厚膜阴极电泳涂料在生产中应采用较高的电压,以确保获得稳定的膜厚、较高的泳透率和良好的涂膜防腐蚀性能。
(6) 温度 HED-I型厚膜阴极电泳涂料槽液的使用温度为28±2 ℃。温度对电泳的性能、槽液的稳定性均有较大的影响。温度与膜厚的关系见图2,由此可知当槽液的温度控制在规定的工艺范围内时,能获得稳定膜厚和均匀光滑的涂层。
(7) 颜基比 HED-I型厚膜阴极电泳涂料的颜基比要控制在0.15左右。颜料与基料的沉积比不同,会导致颜基比的变化。太高的颜基比将使漆膜的光泽下降,漆膜疏松,性能下降,槽液的沉淀增多,从而使泵、管路的负荷加大。太低的颜基比会引起槽液的泳透率下降,膜厚下降。由于HED-I型厚膜阴极电泳涂料采用乳液与颜料浆分开包装,生产中可根据颜基比的实测结果,添加单个组分进行调整。
(8) 其他因素 在电泳涂装生产线上,除了对以上的常规因素经常监控以外,还须对其他因素如阳极系统的运行状况、极板的腐蚀情况、超滤液及超滤系统的运行情况、槽液中的杂离子含量等进行定期检测,以消除不利因素,确保涂装生产的正常进行。
3.3 后处理
(1) 后冲洗 HED-I型厚膜阴极电泳涂料后冲洗包括槽上的零冲洗、去离子水洗、手工冲洗(视具体情况而定)、去离子水洗等工序。槽上的零冲洗要求工件在出槽时立刻进行,以保证工件表面在润湿状态下及时得到冲洗,避免干结,而影响涂膜的外观质量。零冲洗的时间不应过长,一般为10~ 30 s左右,过长会使漆膜溶解,影响涂装效果。
(2) 沥水 由于桑塔纳轿车的零部件种类多、形状复杂,冲洗干净后的工件在进入烘道前应避免腔体部位积水,否则易产生漆膜水痕和固化不完全等缺陷,为避免这类问题产生,可通过变换链条的输送角度或增加吹水,甚至采用人工控水等方法加以改进。
(3) 烘干 清洗完的工件进入烘道时应在烘道的前段增加预加热处理,时间以10 min为宜,温度100 ℃左右,以确保漆膜中的水和溶剂能充分溢出,避免因升温过快,引起漆膜中的水和溶剂剧烈汽化,导致漆膜产生大量的气孔。
4 存在问题及对策
4.1 问 题由于桑塔纳轿车零部件的使用环境、结构及材料的不同,电泳涂装的要求也各不相同,特别是在膜厚的要求上有较大的变化,这些变化因素造成了涂装工艺的极不稳定。长期在工艺范围之外低压操作,任意缩短工艺时间等都会使涂料的使用稳定性受到较大的影响,往往引起膜厚不足、外观变差等弊病。涂装工艺的不稳定,也给涂层的耐蚀性带来了一定的影响,常会引起耐盐雾性能下降,交变循环腐蚀试验达不到要求,同时也给涂料生产厂家在槽液调整方面带来困难。
4.2 对 策
(1) 进一步提高厚膜阴极电泳涂料的耐腐蚀性能,特别是锐边及尖角的抗腐蚀能力。阴极电泳涂料在烘烤过程中,交联固化常会使漆膜收缩,造成边角部位的漆膜变薄而难以覆盖,从而严重影响到边角抗腐蚀能力。改善阴极电泳涂料的边角抗腐蚀能力是国产阴极电泳涂料的主要任务之一。
(2) 进一步提高泳透率。泳透率是电泳涂料的重要指标之一,它反映了电泳涂料的综合电沉积性能,提高泳透率将有助于提高轿车零部件的夹缝及孔洞的防腐蚀性能。本公司可以承接电泳生产线和各类涂装生产线设计、制造、施工,为您提供一流的涂装生产线生产制造服务,让您更省时、省力、省心。全国服务热线:15897453787
-
厚膜阴极电泳涂料在轿车零部件上的涂装
1419 人参与 2013年07月04日 06:09 分类 : 电泳工艺 电泳原理 评论
-
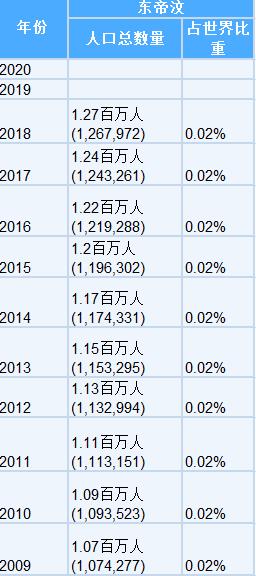
东帝汶是哪个国家东帝汶全称为东帝汶民主共和国,东帝汶是位于努沙登加拉群岛东端的岛国,2002年才正式宣布独立。东帝汶不发达,主要城市有维克克县、包考县、劳滕县等。东帝汶2019年时GDP总计17亿美元。人均GDP1238美元。东帝汶有多少人口2021年2月,东
-

钢琴是一种多弦键盘乐器,钢琴最早出现于14世纪文艺复兴时期的欧洲,一直到巴洛克时期,随着器乐地位的提高,才出现了第一台钢琴。1709年,意大利人B.克里斯托弗发明了世界上第一台钢琴,1728年,他又发明了钢琴的弱音装置。现在钢琴的品牌很多,下面我们一起来了解一
-
九月初九是什么节九月初九是我国传统的重阳节,关于重阳节,大家最初的印象恐怕是王维那首《九月九日忆山东兄弟》:“独在异乡为异客,每逢佳节倍思亲。遥知兄弟登高处,遍插茱萸少一人。”那时候的重阳节是一个很隆重的佳节。“登高”“插茱萸”便是其节日习俗之一。时至今日,重
-

氧化物透明陶瓷是什么材料陶瓷质材料由多晶体组成,含有气孔和存在着晶界,本是一种不透光的材料。但是,由等轴晶系的晶体构成的多晶体,如能消除其中的气孔,因在晶界主不会发生光的散射,也可以制成透光性的。光性为各向异性的晶体,因为它的双折射,光由一个晶粒向邻近
- 2024-03-04电泳涂装超滤器的维护与管理
- 2024-03-04电泳涂装的管理方法
- 2024-03-04电泳涂装超滤系统的作用的方式
- 2024-03-04电泳涂装的水洗设备
- 2024-03-04电泳涂装电泳槽体的设计要求
- 2024-03-04电泳面漆涂装工艺
- 2024-03-04电泳涂装的后处理烘干的方式方法
- 2024-03-04电泳涂装的后处理水洗的目的
- 2024-03-01电导率对于电泳漆槽液稳定性的影响
- 2024-03-01阴阳极比及极间距离的电泳工艺的影响
电泳设备
-


最近发表
技术咨询
-
公司与多家厂家合作,提供电泳技术咨询服务,并可提供电泳生产的设计,制造,电泳设备及配件的销售(超滤机,越滤膜,纯水机,反反渗透膜,固化设备,废水处理设备等)
