电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
-
(四)三行程桥式燃煤间接加热导热油换热热风循环钢圈面漆烘道
1、本烘道为节约能源,加热方式采用燃煤导热油间接加热钢铝复合翅片浮头结构式散热器换热,烘道设计的长期连续工作使用温度为常温60-145℃±5℃之间,最高工作温度超过150℃。
2、烘干烘道炉外形尺寸为:长×宽×高=36000×4000×2250。烘道外壁板为一次机压成形的彩色压形板制造,内壁板采用δ=1.0镀锌板,内壁板连接方式采用当前最先进的插板拼装结构,现场拼装,方便快速,烘道骨架采用120×120×5的方通管,烘道内支骨架采用50×50×3、30×30×3的方通管及4#角钢,烘道保温层保温壁板厚为l20mm,保温材料为岩棉。
3、烘道热风发生炉采用燃煤导热油加热,其外形尺寸:长×宽×高=6000×2800×2000,热风发生炉炉内壁内衬全部用δ=1.0镀锌板制造,炉外壁为彩色压型板,热风发生炉保温层厚为l50mm,热风发生炉换热器采用燃煤导热油专用的导热油散热器,其型号为FUL型,散热器采用钢铝复合翅片形式浮头式结构。燃煤导热油式热风发生炉双侧面配压紧式检修门各1套。配新风过滤器及多热调节阀多套,空气过滤器采用耐高温型不锈钢材料制造。
4、燃煤导热油热风发生炉采用1套120万大卡导热油炉对电泳底漆,本面漆烘道及预脱脂、脱脂槽4套用热设备进行同时加热,采用导热油加热,烘道升温速度一般在40-60min左右即可升高到140-180℃。
5、烘道外壁温度不高于车间室温20℃。6、用于底漆面漆烘干烘道的热风循环风机为长期使用温度≤250℃的插入式耐高温引风机,风机型号为GW9.5#,风机安装方式为插入式,风机送风系统内置于热风发生炉本体之内,仅电机置于本体之外,风机送风量45000m3,风机全压为1380Pa,风机用电功率为37kw。
7、本面漆烘干烘道送风方式为上送风上回风方式设计,烘道温控系统的温控仪选用数显温控仪,该温控仪具有显示、自动控制设温度功能,测温彩ptl00铂电组传感器,装在烘道中合理位置。
本公司可以承接电泳生产线和各类涂装生产线设计、制造、施工,为您提供一流的涂装生产线生产制造服务,让您更省时、省力、省心。全国服务热线:15897453787
-
本文标签:电泳生产线设计方案范例
三行程桥式燃煤间接加热导热油换热热风循环钢圈面漆烘道设计说明
1146 人参与 2014年02月12日 08:00 分类 : 电泳工艺 电泳原理 评论
-

工程塑料的优缺点1.工程塑料比较轻。工程塑料的比重大约是钢铁的1/5,是轻金属或陶瓷的12,有利于设备的轻量化。2.工程塑料有的具有透明性。过去透明的工业材料只有玻璃,目前聚碳酸脂PBT等都是透明的材料。3.工程塑料易着色。金厲材料的着色需要进行涂覆或电镀,而
-

钮祜禄姓氏是清朝八大姓之一,钮祜禄也是清朝时最为显赫的大族之一,钮祜禄氏出了许多的名人,不过现在都成为历史了,钮祜禄氏现在姓什么?钮祜禄氏出过哪个大人物?下面一起来看看吧。钮祜禄氏现在姓什么?钮祜禄是清朝满族的姓氏,现在改为汉姓后,一般是姓“郎”或
-
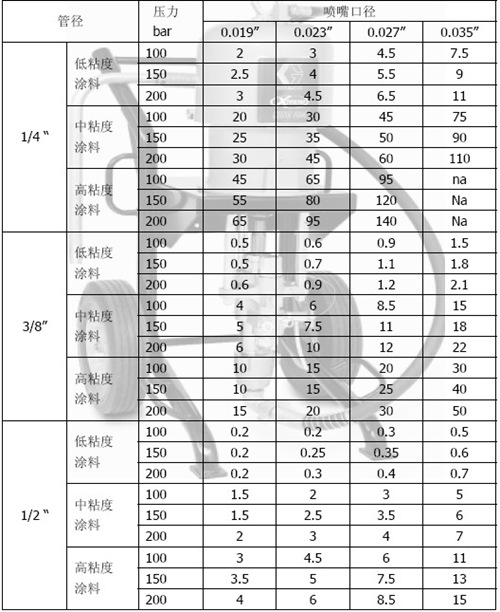
高压无气喷涂中,喷漆软管中压力的损耗取决于涂料的流动速率,流动越快损耗越大,下表为每10m喷漆软管的压力损耗(单位:bar)参考数据。低粘度涂料:车间底漆中粘度涂料:醇酸树脂涂料、水性丙烯酸涂料以及面漆等高粘度涂料:大多数的厚浆型涂料、
-

非牛顿流体算是液体吗?非牛顿流体的基本性质非牛顿流体是指不满足牛顿黏性实验定律的流体,非牛顿流体不能绝的对是不是液体。流动是一种连续变形的运动。流体通常是指受任何微小剪切力作用都能连续变形的物质。简单剪切流动中的剪切应力与速度悌度的关系符合牛顿内
- 2014-09-17生产线工程范围 大连某轿车车身电泳生产线设计方案(28)
- 2014-09-16设备能耗表 大连某轿车车身电泳生产线设计方案(27)
- 2014-09-15电气控制系统 大连某轿车车身电泳生产线设计方案(26)
- 2014-09-14输送系统地推链 大连某轿车车身电泳生产线设计方案(25)
- 2014-09-13点修补室 大连某轿车车身电泳生产线设计方案(24)
- 2014-09-12面漆修饰间(敞开工位) 大连某轿车车身电泳生产线设计方案(23)
- 2014-09-11中涂打磨(敞开工位) 大连某轿车车身电泳生产线设计方案(22)
- 2014-09-11油漆烘干炉 大连某轿车车身电泳生产线设计方案(21)
- 2014-09-10送风空调机组 大连某轿车车身电泳生产线设计方案(20)
- 2014-09-10晾干间配置说明 大连某轿车车身电泳生产线设计方案(19)
电泳设备
-


最近发表
技术咨询
-
公司与多家厂家合作,提供电泳技术咨询服务,并可提供电泳生产的设计,制造,电泳设备及配件的销售(超滤机,越滤膜,纯水机,反反渗透膜,固化设备,废水处理设备等)
