电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
-
浸涂是油漆涂覆工艺中的一种传统方法。它的工艺过程是将工件沒没于漆液内,取出后去除余漆,经干燥形成漆膜。浸涂应用十分的广泛,下面我们就来分享一下浸涂工艺的特点和浸涂法的优缺点。
浸涂的特点是:涂装工艺简便,生产效率高,容易实现涂覆 过程机械化。涂漆设备简单,适用于涂覆工件的底漆。
浸涂工艺要求工件几何形状简单。当工件从梢中取出时, 不滞留漆液,余漆能均匀流下。因此内壁凹凸起伏较大的工件, 如带有深槽、盲孔等的工件,以及在漆液中漂浮的工件,均不适宜。
适用于浸涂的涂料主要是醇酸树脂漆、沥青漆、环氧酯底 漆、油性漆以及水溶性漆。浸涂对涂料有选择性,易结皮的和 颜料较易沉淀的油漆,均不适用浸涂。
影响浸涂涂层质量的主要因素是油漆的粘度和温度。油漆 的粘度不仅影响涂层的厚度,并且影响油漆从涂层表面下流的 速度。油漆粘度越小,其下流速度越快,对去余漆有利。粘度过 小使漆膜太薄,过大则漆膜厚薄不均匀。漆液的温度直接影响 粘度,故可用以调节漆液的粘度,使其达到预期要求。但须注年 漆液温度髙,溶剂挥发快。浸漆用漆液的,温度宜为20〜30 摄氏度, 其次为油漆的均匀性。为了使薄层的漆膜有良好的遮盖力, 往徉采用有高遮盖力的油漆。还有,工件的吊挂和运送也与涂层质量有关。为使浸涂的 涂层均匀,工件最佳吊挂位置应是工件上的最大表面位置接近 垂直,而其它表面与水平面呈倾斜,其夹角宜为10°〜40°。工件 入槽时须防止气泡产生。在去除佘漆和干燥过程中,工件位置
最好持续保持浸涂时的位置。按照工件的外形尺寸和生产批量,浸涂方式有间歇式和连 续式两种。间歇式浸涂设备为固定槽,用于小批S生产。采用 旋臂吊、平衡吊、单轨吊等传送工件。连续式浸涂主耍采用普通, 悬链或推杆式悬链传送工件,用于大批景生产。
在浸涂过程中,一般不宜加入新漆。亦不能进行搅拌。因注 漆和搅拌时,浸漆槽内会生成气泡,将影响漆膜质量U应采用定 时搅拌。搅拌后或是注入新漆后,应静置一定时间,待气泡消 除,再行浸涂。
浸涂槽不使用时,宜将槽内油漆放入贮漆罐贮存,以保持油 漆淸洁,同时减少溶剂挥发和减少着火危险。使用一定时间后, 浸漆槽内油漆应倒出或用漆泵抽出,淸洗浸漆槽。
本公司可以承接电泳生产线和各类涂装生产线设计、制造、施工,为您提供一流的涂装生产线生产制造服务,让您更省时、省力、省心。全国服务热线:15897453787
-
本文标签:涂装基础
浸涂工艺的特点,浸涂法的优缺点
1813 人参与 2018年07月03日 11:15 分类 : 涂装技术 评论
-

胡服是赵武灵王引入中原的,东周赧王八年,公元前307年,赵武灵壬向北攻占中山国土地,大兵经房子,抵达代地,再向北直到数千里的大漠,西到河套,登上黄华山顶,与肥义商议,决定改穿胡人的服装,便于骑马射箭,以此来教练百姓。许多人都不愿改装,武灵王的叔父公子成说是
-

阳极电泳槽液固体份升高异常情况及处理固体份升高〖伴有膜厚增加;电导率增加;超滤透过速度下降〗a.原漆加量过大a.降低加漆量b.纯水补给不足b.补足纯水量
-
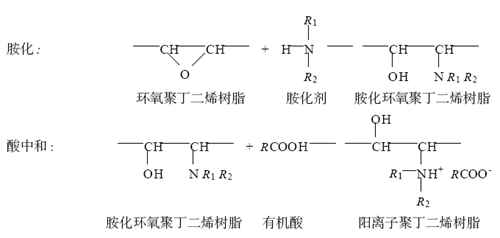
阴极电泳涂料是由带正电的碱性树脂及其他成分组成,在酸性电泳槽当中,通过直流电场的作用,树脂向阴极泳动,并沉积在工件上,经烘烤成为一层致密的漆膜。由于阴极电泳涂料在涂装时以被涂工件为阴极,而且其树脂上所带有的胺基也具有抑制腐蚀的作用,因此阴极电泳涂料与阳极电泳
-
接线板是日常生活中常用的一种电器,接线板体积,规格固定,使用方便灵活,放置时也不占空间,而且接线板上的插孔紧连,使用方便,但是如果插也不好,插座就不太好使用了,十分的不方便,所以在买接线板时要注意购买品牌好的,这样至少是在质量上是有一定的保障的,2022年接线
- 2024-03-25热固性粉末涂料
- 2024-03-25涂装前的表面处理
- 2024-03-25粉末涂料涂装发展史
- 2024-03-16空气喷涂喷枪的种类
- 2024-03-15高压空气喷涂的原理与特点
- 2024-03-15浸涂工艺的主要设备有哪些
- 2022-09-16什么叫静平衡和动平衡
- 2022-08-23涂装腻子的常用方法有哪些
- 2022-08-22怎样除去针叶材的松脂
- 2022-08-22单宁是什么?为什么要对木材中的单宁进行处理
电泳设备
-


最近发表
技术咨询
-
公司与多家厂家合作,提供电泳技术咨询服务,并可提供电泳生产的设计,制造,电泳设备及配件的销售(超滤机,越滤膜,纯水机,反反渗透膜,固化设备,废水处理设备等)
