电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » » 电镀技术 电镀工艺 电镀设备 » 正文
-
电化学除油引起工件腐蚀
电化学除油的工艺条件对质量影响较大的主要是溶液温度与除油时间,现就此两点分述如下。
(1)溶液温度。按常规工艺要求,溶液温度一般控制在60-70度之间,由经验可知:溶液温度高虽然有其一定的优点,能加强工件表面油污的乳化作用,从而有利于提高除油效果。但溶液温度过高必然会引起室内碱雾弥漫,恶化环境,溶液蒸发加快。当溶液中含有较高的氯离子时还会加剧工件在电化学除油时的腐蚀,能源消耗也随之增加;溶液温度过低时除油效果明显降低,有时还可能出现锈蚀,为此,电化学除油溶液加温是必要的,温度过高又是不适宜的。
(2)除油时间。按常规工艺除油时间通常定为阴极电化学除油. 3-5min,阳极电化学除油0.5-1min。在这个时间范围内完全能使工件表面的薄层油膜彻底除尽,且对工件和镀层质量都不会产生影响。若在此基础上再延长,则无论对工件基材或镀层质量都是不利的,如阴极电化学除油时间过长引起渗氢,阳极电化学除油时间过长引起锈蚀等弊端出现。本公司可以承接电泳生产线和各类涂装生产线设计、制造、施工,为您提供一流的涂装生产线生产制造服务,让您更省时、省力、省心。全国服务热线:15897453787
-
本文标签:
电化学除油引起工件腐蚀
1146 人参与 2012年08月06日 07:08 分类 : 电镀技术 电镀工艺 电镀设备 评论
-

鲜映性不良涂层的鲜映性(平滑性、光泽)不良的现象,也就是涂屡的装饰性差。例如,现今高级轿车的高装饰性涂层的鲜映性应为0.8~1.0(PGD值),稍低一点应在0.6~O.7范围内}普通型轿车、轻型卡车和装饰性要求较高的中型卡车涂层鲜映性应在0.5左
-

锰钢多用来做结构材料和制造工具,锰钢具有很高的耐磨性能,可以承受冲击,锰钢是一种高强度的钢。65锰钢做的刀怎么样?比起8Cr13MoV、440C谁更好?65锰钢也被称为弹簧钢,多用来制造恨具,采用了中温回火,有很强的韧性。65锰钢的强度,硬度都比高碳钢
-

中和滴定是一种化学测量方法,也是比较基础和简单的实验方式,下面我们就来分享一下中和滴定指示剂的选择和操作方法。中和滴定的操作方法先检查滴定管前准备工作,首先要检查滴定管的活塞或玻璃珠是否出现漏水,用碱液或洗液洗滴定管,然后再用清水冲洗几次,接着再用蒸馏水荡
-
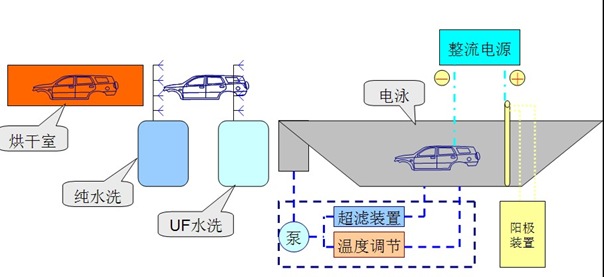
电泳涂装设备系指电泳涂装方法的专用设备。这一般由电泳槽、转移备用槽、槽液循环过滤系统、超滤(UF)装置、电极和极液循环系统、漆液温度调控系统、直流电源及供电系统、涂料补给装置、电泳后清洗装置、电泳涂装室(防尘罩)、电气控制柜等专用装置(系统)组成。再由这些专用
电泳设备
-


最近发表
技术咨询
-
公司与多家厂家合作,提供电泳技术咨询服务,并可提供电泳生产的设计,制造,电泳设备及配件的销售(超滤机,越滤膜,纯水机,反反渗透膜,固化设备,废水处理设备等)
