电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
-
随着科学技术的发展,零件的形状日趋微型化和复杂化,零件的材料也更多地选用高强度、高轫度、高硬度、高脆性、耐高温和进性材料等。这些零件己难于用一般的加工方法来加工,而需要采用特种加工方法。
特种加工就是直接利用电能、电化学能、声能、光能来进行加工的方法。特种加工与传统的切削加工相比,有本质的区别。它不是主要靠机械能,而是用电、声、光、化学等能量来去除工件材料或“抹平”表曲的,工具硬度可低于工件硬度。在加工过程中,工具与工件之间一般不存在显著的切削力,因而便于控制加工过程。。
电火花加工的特点
电火花加工简称为EDM。它是利用电能.在一定的介质中,通过工具电极和工件电极之间的脉冲放电的电蚀作用,对工件进行加工的方法。
电火花加工的工艺特点
电火花加工是利用电蚀原理对材料进行加工的。因此,这种方法可加工任何导电的材料.而不受材料硬度、韧性和脆性等限制。所以可加工各种高硬度的钢、高桅性的进钢、高韧性的耐热合金钢.以及硬质合金和金属陶瓷等材料。
电火花加工热影响小。加工时脉冲能量是间歌地以极短时间作用在材料上,工作液是流动的,有良好的散热作用。这样工件几乎不受热的影响,热变形小,特别适合热敏感性强的材料加工。
电火花加工没有机械切削力作用。加工时工具电极与工件不接触,不产生机械切削力,不会因切削力造成零件变形误差。这对于加工刚度差的薄壁和窄槽、小孔等零件十分有利。
电火花加工不需要复杂的切削运动,就可以完成形状复杂表面的加工,机床结构茼单。且因脉冲参数可调节,同一机床既可进行粗加工,也可进行半精加工和梢加工。
电火花加工不用刀具。加工时,工具鱿是一个电极,常用紫铜、黄铜、石墨等材料制成,不需要采用复杂而昂贵的刀具。但电极制造精度高,且电极在加工中有一定的损耗,在一定程度上影响加工锖度的提高。
本公司可以承接电泳生产线和各类涂装生产线设计、制造、施工,为您提供一流的涂装生产线生产制造服务,让您更省时、省力、省心。全国服务热线:15897453787
-
本文标签:机械
电火花加工的特点
660 人参与 2021年03月28日 09:40 分类 : 机械五金查询手册 评论
-
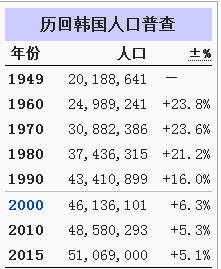
韩国人口根据最新的2015年的韩国人口普查结果显示,韩国人口总数为5106.9万。从2010到2015年,韩国人口的年均人口增长率为0.5%。韩国人口2018总人数并没有普查结果,但是据预测,韩国人口将在2030年前后达到最高峰值5216万,此后韩国的人口
-

乳胶漆是一种以合成树脂乳液为基料的薄塑内墙涂料。大部分的乳胶漆无毒,基本不会对健康造成伤害。是一种安全的是水性环保涂料。现在乳胶漆的品牌很多,乳胶漆哪个牌子最好?下面我们来分享一下乳胶漆十大品牌排名。乳胶漆的选购乳胶漆是一种常见的有机涂料,也是一类水性涂枓,
-

铸铁电焊条牌号的含义铸铁电焊条牌号一般以铸1**,或是铸2**等来表示,那么铸铁电焊条牌号的含义是什么了?铸铁电焊条牌号中的铸字是表示的铸铁电焊条。第一位的阿拉伯字一般是表示焊缝金属主要的化学成分组成类型。铸1**,表示碳钢或是高钒钢铸2**,表示铸铁铸3**
-

钢的退火与正火到底有哪些不同?退火是将工件加热到一定温度,保持一段时间,然后随炉一起缓慢冷却下来>或随炉冷却到一定程度后,再取出在空气中冷却。正火与退火的不同,是工件在加热后即直接从炉中取出放在空气中冷却。冷却速度比返火快一些。退火还分完全退火
- 2022-10-26SBR工艺有哪些专用设备
- 2022-10-25MSBR工艺是什么
- 2022-10-25虹吸排水原理是什么
- 2022-10-21两轴式变速器是什么
- 2022-10-21三轴式变速器的优点
- 2022-10-17氧-乙炔焰粉末喷涂技术简介
- 2022-10-17常用焊修修复技术有哪些
- 2022-10-14无损检测技术简介
- 2022-10-14应力、应变测试技术
- 2022-10-14油液分析技术简介
电泳设备
-


最近发表
技术咨询
-
公司与多家厂家合作,提供电泳技术咨询服务,并可提供电泳生产的设计,制造,电泳设备及配件的销售(超滤机,越滤膜,纯水机,反反渗透膜,固化设备,废水处理设备等)
