电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » » 前处理工艺 前处理设备 - 第2页
电泳涂装生产线中水清洗工序的功能及其控制要点
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1352次
电泳涂装生产线中水清洗工序的功能及其控制要点脱脂后的水洗工序和磷化后的工序水洗和纯水洗。水洗工序的实质是用水稀释、置换的原理洗掉被涂物上附着的处理液,水洗效果(被涂物洗后的清洁度)与水洗次数、水洗方式、水洗用水的污染度、自来水和纯水的水质、沥水时间等工艺参数有关。多次水清洗是提高洗效果的关键因素,一般达到工艺要求的洗净度,需水洗2〜4次。每次水洗要达到稀释10倍的目的(即每次水洗水的污染度控制在前道工序处理液浓度的1/10以下)。每道水洗的时间不是关键的工艺参数,在大量生产的流水线上喷射水洗一般为20〜30s,浸式水洗为浸入即出。每道水洗时间长了,提高清洗效果不大,而且会增加运转费用,不经济。工序间的沥水液时间应达到不仅没有水流,而要几乎无滴水的程度。一般为30s左右,最长不超过lmin
电泳生产线中磷化处理工序的功能及其控制要点
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1693次
电泳生产线中磷化处理工序的功能及其控制要点对磷化膜的成膜反应机理而言,在实际生产中槽液的浓度平衡非常重要。应严格控制总酸度、游离酸、酸比、温度、处理时间、促进剂的浓度等磷化工艺参数。(1) 总酸度总酸度低了,磷化膜生成反应所需要的游离的磷酸锌量不足,而不能充分生成磷化膜(结晶)。反之,总酸度过高,生成磷化膜的药品消耗量过大,沉渣发生量增多,且附着在磷化膜面上而形成缺陷。控制总酸度的意义是将磷化膜中成膜离子浓度保持在必要的范围内。总酸度因消耗而下降,则补加浓缩磷化液来提尚。(2) 游离酸度(H+浓度)游离酸度过高、过低均会对磷化产生不良影响。过高不能成膜,易出现黄锈;过低磷化液的稳定性受影响,生成额外的沉渣。控制游离
表面调整工序的功能及其控制要点
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1552次
表面调整工序的功能及其控制要点脱脂后磷化前的表面调整是生成磷化膜结晶的重要工序。它改变金属表面的微观状态,促使磷化过程中形成结晶细小、均匀、致密的磷化膜。尤其是经酸洗或高温强碱清洗过的金属表面和浸式低温低锌薄膜磷化场合,特别需要进行表面调整。表面调整液的主要成分是钛盐(钛胶体)和磷酸钠,微碱性的胶体溶液。由于胶体微粒表面能很高,对金属表面有极强的吸附作用,在被处理表面形成数量极多的晶核时,磷化初期就在晶核周围快速形成均匀的磷酸盐结晶,限制了大晶体的生长,促使磷化膜细化和致密,且提高了成膜性,缩短了磷化时间,降低膜厚,同时也能消除金属表面状态的差异对磷化质量的影响。表面调整工序的控制管理要点如下。(1) 有效钛浓度:l0ppm以上(即lkg水溶液中含
脱脂工序的功能及其控制要点
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1744次
脱脂工序的功能及其控制要点脱脂质量的好坏主要取决于脱脂温度、脱脂时间、机械作用和脱脂剂质量四个因素。1.脱脂温度一般来说,温度越高、脱脂效果越好。温度高使油污的黏度降低,加速皂化等化学反应和表面活性剂的浸润、乳化、分散等作用。但不是所有场合都是温度越高越好,各种脱脂剂都有其合适的温度范围,过高的温度会使某些脱脂液中的表面活性剂析出聚集,附着在被清洗的表面上,造成磷化膜发花不均。2-脱脂时间必须保证有足够的脱脂时间,喷射方式的脱脂时间一般为1〜3min,浸渍方式脱脂时间一般为3〜5min,视油污的种类和多少而定。油污多需增长脱脂液与油污的接触时间。但在高速流水作业线上,往往不允许脱脂时间太长。在车身前处理线上采用如表3-3所示的脱脂工艺,先用热水冲洗lmin,预脱脂喷洗lmin,再用
涂装前处理工艺简介
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1794次
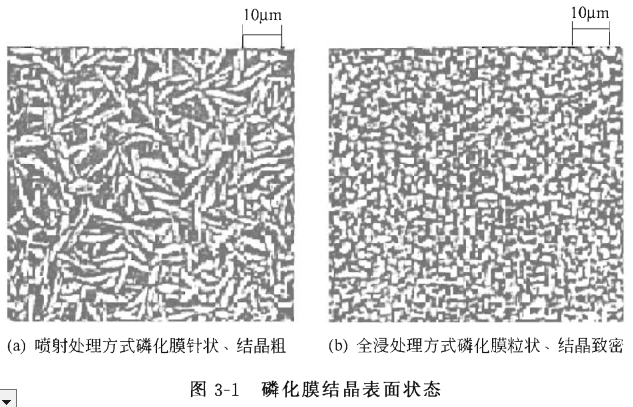
涂装前处理工艺涂装前处理的功能:一是清除掉被涂面的一切污物,获得涂装所需的洁净表面;二是按需要使洁净的金属表面经化学处理获得一薄层转化膜(如磷化膜,钝化膜等),以提高涂层的附着力和耐腐蚀性。电泳涂装前一般都采用磷化处理工艺。耐蚀性要求低的室内用金属制品,电泳涂装前一般采用铁盐磷化处理工艺;耐蚀性要求高的室外用金属制品,电泳涂装前一般采用锌盐磷化处理工艺。涂装前处理方式有喷淋(spray)方式和浸渍(dip)方式,不同的处理方式对清洗效率、磷化膜的组成及结晶形状,甚至对与电泳涂膜配套后的附着力和耐腐蚀性都有较大的影响。浸渍处理方式所得磷化膜的磷酸二锌铁含量高、致密,因而其耐蚀性、涂膜附着力优良。喷射处理方式所得磷化膜的磷酸锌含有率高,结晶成针状且粗(见图3-1),因
常用磷化处理工艺
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1597次
电泳前化学处理包括黑色金属的磷化处理和有色金属的铬酸盐化处理,下面主要介绍铁、铝等工件的磷化处理。常用磷化处理工艺有:(1)对于无锈蚀金属工件 ,①除油脂—水洗—磷化—水洗4 (钝化—水洗)干燥或直接电泳;②除油脂—水洗—表面调整—磷化—水洗—(钝化—水洗)干燥或直接电泳。(2)对于有锈蚀金属工件①除油脂—水洗—酸洗除诱—水洗—(中和)—表面调整—磷化—水洗—(钝化—水洗)干燥或直接电泳;②除油除锈“二合一”—水洗—(中和)—表面调整—磷化—水洗—(钝化—水洗)干燥或直接电泳。(3)铝件常规涂装前处理工艺①上件—除油脱脂—水洗一碱蚀—水洗—(硝酸出光—水洗)->化学氧化磷化—水洗一烘干
前处理钝化工艺
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1433次
钝化钝化的目的是封闭磷化膜孔隙,提高磷化膜耐蚀性,特别是提高漆膜的整体附着力和耐腐蚀性。这对采用阴极电泳涂装的磷化处理非常重要,特別是对一些磷化质量不高和“P比”较低的磷化处理,钝化可使防腐蚀性能提高10%〜30%。钝化包括铬酸盐钝化和无铬钝化(锆盐类、植酸类等)。无铬钝化远不如铬酸盐钝化好。目前有一些用碱性无机盐型钝化(大部分含磷酸盐、碳酸盐、亚硝酸盐等),这些物质严重损害漆膜的长期附着力和耐蚀性。上述工艺过程,随被处理产品的形状、产量及磷化膜的用途不同,可以有选择地删减。产品质量要求高(涂阴极电泳涂料)、产量大的涂装前处理推荐采用全过程,但由于钝化处理会带来严重的环境污染,现在采用钝化工艺的很少。防护型或耐磨、拉延等用途的磷化可省略去离子水洗,随后进行电泳涂漆
前处理表面调整工艺
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1283次
表面调整表面调整的目的是促使磷化,形成晶粒细致、密实的磷化膜,以及提高磷化速度。表面调整剂主要有两类,一种是酸性表调剂,如草酸,另一种是胶体钛。两者的应用都非常普及,前者还兼有除轻锈(工件运行过程中形成的“水锈”及“风锈”)的作用。在磷化前处理工艺中,是否选用表面调整工序和选用哪一种表调剂都是由工艺与磷化膜的要求决定的。一般原则是:涂装前打底磷化、快速低温磷化需要表调。如果工件在进人磷化槽时已经二次生锈,最好采用酸性表调。
前处理中和工艺
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1404次
中和中和的目的是中和掉工件上的残酸,使清洗更加干净,根据工件形状、输送方式、工房间距离等实际情况,选择采用中和或不采用中和工序。中和大部分是使用低浓度的纯碱或烧碱水溶液,浓度一般在2%以下。
前处理除锈工艺
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1602次
前处理除锈工艺主要有化学除锈和机械除锈两种方法。1.化学除锈 酸洗除锈、除氧化皮的方法是工业领域应用最为广泛的方法。利用酸对氧化物溶解以及腐蚀产生氢气的机械剥离作用达到除锈和除氧化皮的目的。酸洗中使用最为常见的是盐酸、硫酸、磷酸。硝酸由于在酸洗时产生有毒的二氧化氮气体,一般很少应用。盐酸酸洗适合在低温下使用,不宜超过45°C,使用浓度10%〜45%,还应$入适量的酸雾抑制剂。硫酸在低温下的酸洗速度很慢,宜在一中温使用,温度50〜80°C,使用浓度10%〜25%。磷酸酸洗的优点是不会产生腐蚀性残留物(盐酸、硫酸酸洗后或多或少会有cr、SO?—残留),比较安全,但磷酸的缺点是成本较高,酸洗速度较慢,一般使用浓度10%〜40%,处理温度
行业排行
热门文章