电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » » 电泳设备 电泳设备工艺 - 第16页
阴极电泳涂装设备直流电源如何选用?供电方式如何选用
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1435次
直流电源由整流器供给,供车身的阴极电泳的直流电源电压应能在0—500伏之间可调,泳涂零部件的电压可适当低一些(0—400伏)。直流电要经滤波.电压脉冲幅度不能超过平均直流电压的5%,在满负荷情况下电压脉动率要小于5%电流一般与涂装面积及涂料的库仑效率有关,电泳平均电流强度可按下式计算: A=S*T*d×103C*60 式中:A为平均电流(A) d 为漆膜比重1.3—1.4g/cm3S为涂装面积(m2/min) C为电泳涂料的库仑效率(mg/c)T为漆膜厚度(um)实际电流要在此平均电流基础上乘个系数K。一般对于连续式电泳涂装K为1.5—2;步进式全浸没通电,软起动K
如何补加电泳漆_补加电泳漆应该注意什么
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1455次
如何补加电泳漆? 随着生产的进行,电流槽液的固体份下降,其颜基比、中和剂和有机溶剂的含量也都有 变化,需根据涂装面积和实际测定的结果,算出相应的涂料和各种助剂的补给量、补给配比和补给周期。’市售电泳漆有单组分和双组分,按供应状态分有高固体分(约65%一70%)、高粘度和低固体分(约40%左右)、低粘度的两种;按中和度分有完全中和及未完全中和的两种。向电泳槽补加涂料的方式有以下几种:①配备专用的涂料补加装置(包括混合罐、搅拌机、输送和内循环用泵、过滤器等).按涂料,调配的要求,先将涂料在混合罐中与槽液或去离子水充分混合(或加中和剂调好pH值和稀释)搅匀后.再借助泵将调好的涂料输入电泳槽。②在槽液循环管路上安设混合器补加。在混合器一端
起滤机(UF、)装置有哪些类型?如何选用
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1319次
电泳UF装置按超滤膜组件的支承体形状可分管式、卷式、板框式、中空纤维式等几种,管式占 地面积大,卷式的每支超滤组件的体积小、隔膜面积大、占地面积小,同样的透过量的UF装置卷式价格低,开始普及。美国KOCH、Abcor、AMT三家公司生产的UF装置较有名,在国内已较普遍使用,前两家生产的卷式的UF装置的市场占有率比较大。国内江苏无锡、湖北沙市等地也生产UF装置,其性能及使用寿命尚不理想,正处在改进和试用之中。UF泵和管路与电泳主槽循环系统的连接方式有二种:一种闭合UF装置内循环方式不断地补给槽液,经UF装置的槽液部分返回电泳槽;另一种是将UF装置设置在电泳主槽的某循环系统管路内,经UF装置的槽液全部返回电泳榜。电泳UF装置的选用原则:①根
何谓超滤(UF)?电泳涂装工艺中采用UF的功能是什么?
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 2548次
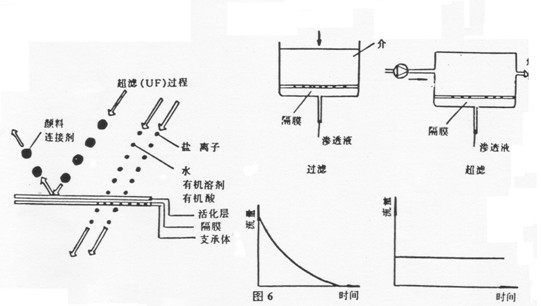
何谓超滤(UF)?电泳涂装工艺中采用UF的功能是什么?(超滤,UF,电泳涂装,电泳漆)超滤(UF)用于一种压力驱动的膜分离过程(见图6),是采用特定的多孔隔膜分离方法. 膜的孔径为10-3~10—2um,能将槽液中悬浮的颜料、高分子的树脂(分于量大于5000)截留、 挡回,而使槽液中的水、有机溶剂、无机离子和低分子树脂通过隔膜。隔膜所通过的物质,即所 谓的“uF液”,所透过量称为透过率,单位L/m·h。在一定的压力范围内,透过率与槽液的固 体分、温度和膜面的流速有关。· 3 超滤膜的另一主要性能是截留能力.是表示UF膜能截留多大分子量物质的能力,通常以固体分截留率表示.R=(Co—C
槽液温度如何控制(冷却)
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1343次
槽液温度如何控制(冷却)?调温装置如何设计(选用)为保证泳涂质量,要求将槽液温度控制在土1℃范围内,在正常生产状态下是对槽液进行 冷却。在电泳涂装过程中由于电泳电流产生的热量,泵机械搅拌的机械能转换成的热能,被涂 物带入的热量和周围环境温度的影响,一般槽液的温度处于上升状态,控制温度需进行冷却.一般阴极电泳涂装槽液的工作温度是27—28℃,要求冷却系统具有在满负荷生产情况下保持槽液温度为15℃的能力.有些厚膜阴极电泳涂料要求槽液温度高些,29—35℃,这样冷却系统在满负荷生产情况下具有保持槽液温度为27土1℃的能力即可.从发展趋势来看,由于工作温度的提高,冷却负荷可进一步减少槽液温度控制:冷却用7—10℃的冷水,加热用40、45℃的温水.整个调整系统由热交换 器、泵
阴极电泳涂装用过滤器的功能是什么?如何选用?
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1222次
阴极电泳涂装用过滤器的功能是什么?如何选用?为确保优良的电泳涂膜的外观质量.在槽液的循环管路中,在电泳后清洗的循环UF液及循环去离子水管路中都应装过滤器,对槽液、循环清洗液进行最大限度的过滤。槽液中尘埃颗粒(外介和被涂物带入的脏物)、凝聚颗粒(前处理带来的杂质与漆反应生成的脏物)及其它机械污染物靠过滤器来消除。要求通过过滤器的槽液量为槽容量的4—6倍/h,最小不能低于槽容量。槽液中有油污是涂膜产生缩孔的主要原因之一,在国外已开发成功吸油过滤器,把它装在标准袋式过滤器内,除油效果不错.要获得最佳效果,要求降低流速。PPG公司开发了一种轻便的,不用装在管路中的滤油器,每个吸油过滤器的最大流量为10介仑/min。新的阴极电泳槽设计在溢流槽口安设有一种磁性过滤装置,以吸掉槽
阴极电泳槽液循环系统的功能和设计(选用)原则是什么?
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1333次
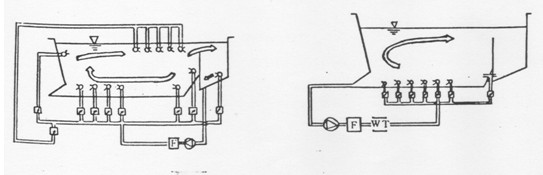
阴极电泳槽液循环系统的功能和设计(选用)原则是什么?阴极电泳槽液自配槽后就应连续循环搅拌,因故障停止搅拌时间不应超过2h.循环环搅拌的主要功能有以下四个:①保持槽液均匀混合和防止颜料在槽中或被涂物的水平面上沉淀;⑦槽液循环经过滤器,除去槽液中的颗粒状的尘埃和油污;⑤保持槽液的温度均匀,通过使用热交换器交换掉由涂装电能和泵工作的机械能转换成的热量①及时排除在电泳过程中在被涂物表面上产生的气体。电泳槽中槽液流动方向如下图所示I、在槽液循环过程中确保液面流速不应小于0.2m/s;靠近槽底部槽液流速最低为0.4m/s.在连续式生产场合,槽液流向与被涂物(如车身)前进方向一致液流速度一般要为车身移动速度的2—4倍。槽液在循环
阴极电泳槽、备用槽等如何进行绝缘、防腐蚀处理?
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1254次
阴极电泳槽、备用槽等如何进行绝缘、防腐蚀处理?电泳槽内表面及液面以下的所有裸露金属表面(构件)都要进行绝缘防腐蚀处理.确保槽体与槽液之间的绝缘很重要.不然电泳时槽内壁或裸露金属处会泳涂上漆,不电泳时漆膜又会碎落溶下。成为水溶性不好的颗粒,污染槽液.另外阴极电泳槽液呈酸性,对槽体有腐蚀作用也需进行防蚀处理。因此电泳糟内表面及槽内的所有构件(包括溢流槽)槽表面都应进行衬里处理;小型电泳槽衬里有用PVC板,大型电泳槽都涂改性环氧树脂或不饱和聚酯玻璃钢,其涂布工艺要点如下:.(1)涂衬里前钢板表面必须进行喷砂处理,露出金属色(银灰色),粗糙度40、70um,以确保涂层的附着力优良,吹、吸干净被处理表面及缝隙.达喷砂3A质量标准.(2)滚、刷涂第一道底涂料(改性环氧或不饱和聚酯
电泳槽、备用槽和电泳涂装室的功能和设计(选用)原则是计么
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1135次
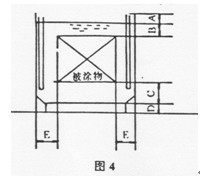
电泳槽、备用槽和电泳涂装室的功能和设计(选用)原则是计么?电泳槽把是电泳涂装作业的浸槽(或称主槽),形状有船形和长方形两种.长方形电泳槽适用于步进间歇式生产,其内部大小主要取决于被涂物(或装挂吊)的尺寸.船形电泳槽适用大量流 水连续式生产,其两端的斜坡长度取决被涂物出入槽的角度;其平段的长度根据链速相泳涂时 间确定.为保证槽液较好的搅拌状态和最佳的极间距,槽子容纳被涂物要留有间隙,典型电泳槽的断面间隙尺寸列于下图表中. 典型电泳槽间隙尺寸(mm) ABCDE汽车车身200~250250~300450~500250~300500~550建 材1
阴极电泳漆涂装设备应由哪些装置组成
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1099次
本来早都应该介绍这篇内容了,后来有些事中断了,接着这个系列的前一篇电泳烘干室应具备哪些独特条件继续介绍阴极电泳涂料涂装设备应由哪些装置组成,这些内容可能和其它内容有些重复,如果知道的人就当是再熟悉下吧,这个这个系列的文章还是不错的,讲得很详细易懂。阴极电泳涂装设备系指阴级电泳涂装方法的专用设备.它一般由电泳槽、备用格、槽液循环过滤系统、超滤(UF、)装置、阳极和极液循环系统、调温系统、直流电源及供电系统、涂料补给装置、电泳后清洗装置、电泳涂装室(防尘罩)、电气控制柜等专用装置(系统)组成.再由这些专用设备与输送被除装物的设备、烘干室、强冷室等组成电泳涂装生产线.阴极电泳涂装设备和阳极电泳涂装设备的组成基本相仿,所不同之处是:①前者被涂物作为阴极,后者被涂物作为阳极,
行业排行
热门文章