电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » » 电泳设备 电泳设备工艺 - 第8页
电泳后清洗喷淋有泡的几点改进建议
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1093次
电泳后清洗喷淋有泡的几点改进建议,这里是从网上及实际制造中总结出的几点建议供大家参考: 1、如果你是指电泳槽上的0次喷漆的话,建议你选用锥形实心喷嘴,喷嘴口径总和等于泵出口口径,压力控制在0.06MPa左右; 2、如果是电泳后的喷淋槽,进议你检查一下循环泵是否有泄气; 3、喷淋柜同UF液贮槽落差不能太大,建议安装导流管; 4、泵的出口压力控制在0.09~0.12MPa; 5、检查槽内溶剂含量是否失调; 6、关注一下回收液固体份是否太高; 7、喷淋压力与
阴极电泳生产线工艺设备示意图
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1520次
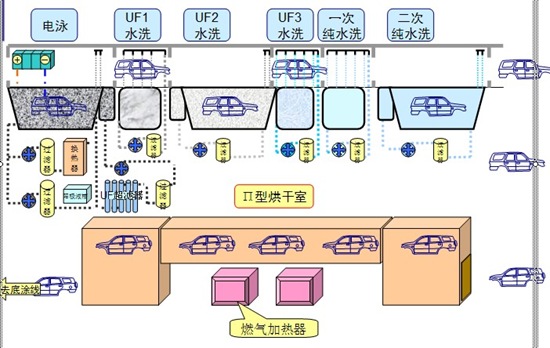
长城汽车股份有限公司第二事业部涂装车间阴极电泳生产线工艺设备示意图
电泳涂料补加装置
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1232次
随着生产的进行,电泳槽液的固体分下降,其颜基比、中和剂和有机溶剂的含量也都有所变化,需根据涂装面积和实际测定的结果,算出相应的涂料和各种助剂的补给量、补给配比和补给周期。向电泳槽补加涂料的方式有以下几种:(1)配备专用的涂料补加装置(包括混合罐、搅拌机、输送和内循环用泵、过滤器等)。按涂料调配的要求,先将涂料在混合罐中与槽液或去离子水充分混合(或加中和剂调好PH值和稀释)搅匀后,再借助泵将调好的涂料输入电泳槽。(2)在槽液循环管路上安设混合器补加,在混合器一端分别输入槽液和补加的涂料,从混合器另一端输出,补加涂料与槽液混合比一般为1:50~100。(3)直接用泵分别将颜料浆和乳液供给到两条槽液循环管线上,在循环泵的进口端注入颜料浆的注入速度不应大于38L/m
电泳后冲洗设备
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1256次
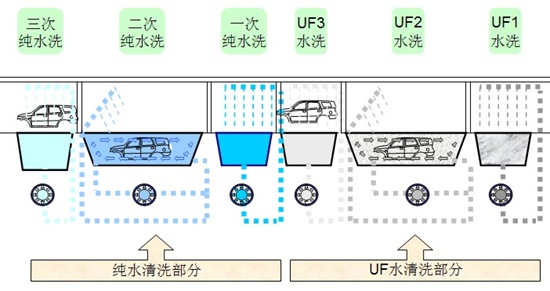
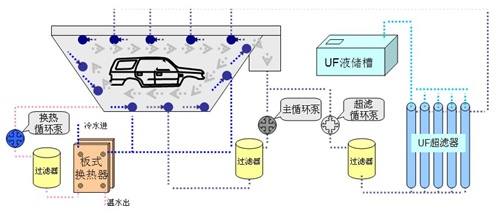
电泳后冲洗设备的作用是清洗、回收工件表面从电泳槽中携带出来的浮漆,确保电泳漆膜质量,提高涂料利用率,减少污染物排放。电泳后冲洗设备由超滤液(UF液)清洗及纯水清洗两部分组成,其完整的电泳后冲洗设备见下图: 选用电泳后清洗设备应考虑以下原则:(1)根据被涂物的结构及对涂膜装饰性要求选择清洗道数和方式。像汽车车身那样复杂的被涂物则需选用6道工序以上的喷、浸结合式的清洗工艺;(2)工件出槽就马上冲洗,保持工件湿润,不使表面沾污和干结。喷洗时间(10~30)秒(达到置换清洗液)即可。(3)槽液本身具有易起泡的特性,落差过高、喷射作用、喷射压力过高易起泡,应调整在(0.05~0.1)MPa之间。(4)为保证清洗质量,泵和喷嘴之间应安装过滤器,浸洗
电泳涂装生产线供电系统
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1561次
电泳涂装生产线供电系统该系统包括直流电源,电极及板罩,极液循环系统等。1、电泳涂装直流电源,直流电源由整流管供给,供车身的阴极电泳的直流电源电压应能在(0~500)V之间可调,泳涂零部件的电压可适当低一些(0~400)V。直流电要经滤波,电压脉冲幅度不能超过平均直流电压的5%,在满负荷情况下电压脉动率要小于5%。对于连续通过式的电泳涂装为了降低入槽段的电流密度,避免过于激烈的电解反应发生,提高涂膜外观质量,入槽段应采用低电压:为了提高被涂物内腔的泳透力,在电泳过程中需采用高电压。所以,多个整流柜,多段电压供电方式已在电泳涂装中经常使用。2、在阴极电泳涂装场合的阳极在阴极电泳涂装场合,阴极和阳极的面积之比为4:1~5:1。阳极沿
四种超滤(UF )系统的性能比较
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1394次
四种超滤(UF)系统的性能比较超滤器形式及性能板式管式卷式中空纤维式膜面积/体积支撑体结构堵塞情况清洗情况较大复杂易堵塞难小
电泳涂装生产线超滤(UF )系统设计
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1701次
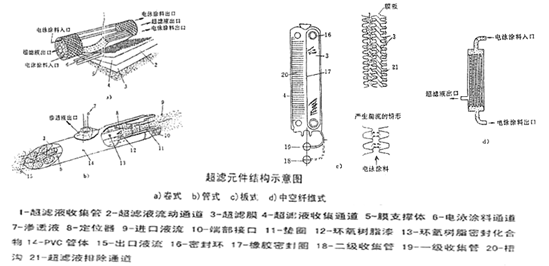
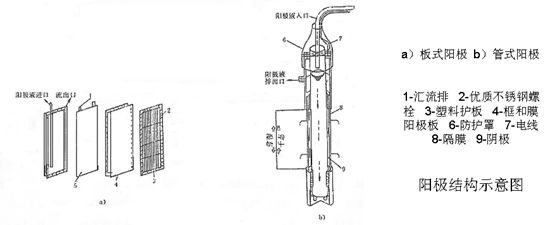
超滤系统是电泳涂装工艺中主要设备之一,其主要作用有如下两点:(1)电泳涂料的回收,在使用超滤系统时,因为可以用超滤透过的清洗液充分洗涤除去粘附在被涂物上的电泳涂料,进行回收,回收效益可高达95%以上,节约电泳涂料,减少污水处理量及费用(2)电泳槽的控制,电泳槽内槽液的电导率及杂质离子含量可以通过超滤液的排放而得到有效控制,保证电泳涂膜质量。超滤器的结构形式有多种,常见的超滤器有管式、中空纤维式、卷式和板式四种形式,它们各有优缺点,下图为四种超滤器的结构示意图,超滤(UF)系统主要有以下几部分:(1)供漆部分根据超滤器本身的结构特性,要保证超滤器内部电泳涂料的一定流速和流量选择供漆泵,供漆部分有两种形式,对于小型电泳槽采用直供式,即供漆和超滤循环共用一台
电泳槽液循环系统(包括过滤器和冷却装置)
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1934次
阴极电泳槽液自配槽后就应连续循环搅拌,因故障而停止的搅拌时间不应超过2小时。循环搅拌的主要功能有以下四个:(l)保持槽液均匀棍合和防止颜料在槽内或被涂物的水平面上沉淀。(2)槽液循环经过滤器,除去槽液中的颗粒状的尘埃和油污。(3)保持槽液的温度均匀,.通过使用热交换器,交换掉由涂装电能和泵工作的机械能转换成的热量。(4)及时排除在电泳过程中在被涂物表面上产生的气体。电泳槽循环管路和喷射布置示意图,如下图所示;槽液循环系统一般由主循环过滤、热交换循环过滤、超滤(UF)3条回路组成。在槽液循环过程中应确保液面的流速(0.2~0.3)m/s,靠近槽底部的流速最低为0.4m/s。在连续式生产场合,槽液流向与被涂物(如车身)前进
电泳槽、备用槽和电泳涂装室体
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1479次
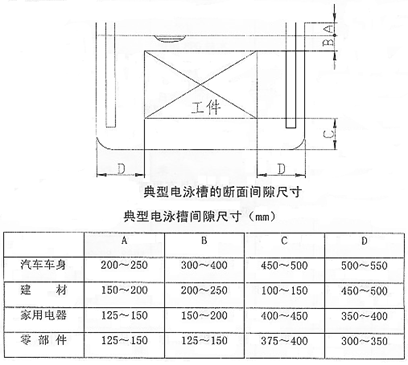
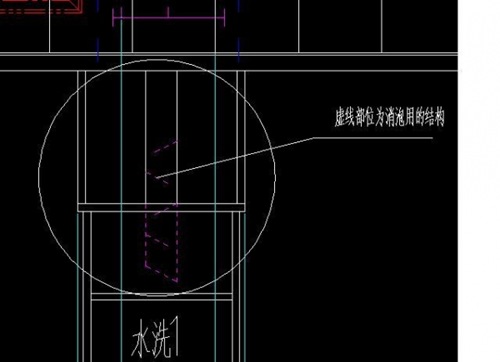
电泳槽是电泳涂装作业的浸槽(或称主梢),形状有船形和长方形两种。典型电泳槽的断面间隙尺寸见下图: 电泳槽体通常分为主槽和辅槽两部分,由钢板及型钢焊接制成。电泳槽体的特点:(1)在满足电泳漆工艺条件的前提下,应尽量减小主槽的容积。(2)主槽的横断而形状应与漆液搅拌流向相适用,以增强搅拌效果。(3)主槽的纵断面应使漆液沿单一循环路线连续流动,液面流向与工件运行方向相同,为此,在入槽端应设置导流板。(4)主槽底板向入槽端或向中部倾斜,其斜度为10/1000~15/1000并在槽底最低处设置漆液排放口。(5)尽量避免槽内产生死角,在转角处应以圆弧或斜板过渡。(6)辅槽设置在出槽端,可以回收工件带出的余漆。它的作用是盛接电泳槽表
电泳涂装设备构成
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1336次
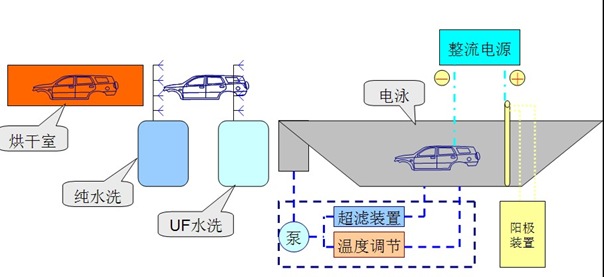
电泳涂装设备系指电泳涂装方法的专用设备。这一般由电泳槽、转移备用槽、槽液循环过滤系统、超滤(UF)装置、电极和极液循环系统、漆液温度调控系统、直流电源及供电系统、涂料补给装置、电泳后清洗装置、电泳涂装室(防尘罩)、电气控制柜等专用装置(系统)组成。再由这些专用设备与输送被涂装物的设备、烘干室、强冷室等组成电泳涂装生产线。
行业排行
热门文章