电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 刷镀 - 第1页
刷镀工艺的有关参数
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1379次
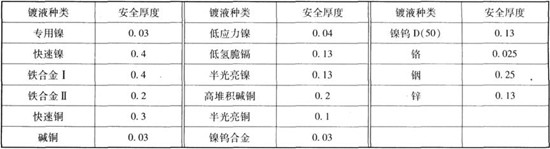
1.镀层的安全厚度安全厚度是指在镀层质量的各项性能指标都得到保证的条件下,一般所能镀覆的厚度。影响镀层安全厚度的因素主要是镀液成分和工艺条件。若镀覆的厚度超过安全厚度,镀层会出现粗糙裂纹、开裂、结合力下降甚至剥落。各种镀液镀覆的镀层的安全厚镀几种刷镀液镀覆单一镀层的安全厚度2.阳极与零件的相对运动速度刷镀时阳极与零件之间应保持一定的相对运动速度。速度太低,刷镀电流过大时,会使镀层烧伤、多孔、粗糙、发脆;速度太高,会降低电流效率,甚至无镀层。当相对运动速度高于最佳值时,可提高电压和电流;低于最佳值时,可降低电压和电流。当阳极固定而圆柱形零件旋转时,其最佳相对运动速度与转速的关系3.工作电压与电流工作电压是刷镀工艺的一个重要参数。每种镀液都推荐了适用的电压范围
刷镀工艺
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1514次
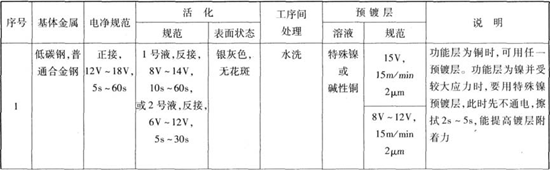
刷镀工艺可分为基体表面的准备及刷镀金属镀层两部分。按具体情况一般有2道~6道工序,包括清洁、修整、电净(除油)、活化、镀过渡层、镀工作镀层。(1)清洁。零件首先用汽油、丙酮等有机溶剂清洗。若有厚的锈蚀层、锈斑,则需用钢丝刷、砂布等清除干净。(2)修整。零件在刷镀前首先用锉刀、砂轮等工具将刷镀部位的毛刺、飞边、氧化皮、疲劳层、污物等清除干净。对划伤、凹坑等应将其根部和表面拓宽并形成圆弧,使根部与阳极接触,便于刷镀。零件有键槽,油孔等要用石墨或橡胶等合适材料填平。(3)电净。电净时一般将零件接负极(正向)。钢零件的电净使用电压IOV~20V;时间为30s~60s;铜零件使用电压8V~12V;时间为l5s~30s;轻金属零件用5V~8V,时间为5s~lOs。对超高强度钢的电净
刷镀设备
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1216次
刷镀设备一般包括:一、电源根据刷镀的特点,所用的直流电源应具有以下特点:(1)直流输出外特性应是平直的。随着负载电流的增大,电源电压下降很小;(2)输出电压一般为OV~30V,能无级调节;(3)附有输出极性转换装置;(4)附有短路和过载保护装置,当负载电流超过额定值l0%或短路时,能迅速切断主线路;(5)附有安培小时计或镀层厚度计;(6)体积小、重量轻、工作可靠、计量精度高。当无专用电源时,也可用一般硅整流器代用。二、镀笔镀笔的作用是连接电源和阳极。操作者操纵镀笔使阳极运动,使金属沉积在零件上。它是由导电柄和阳极组成。(1)镀笔。镀笔主要由阳极、散热装置、导电芯棒和绝缘手柄等组成导电柄与阳极的电阻热较大,故在导电柄
刷镀的特点及适用范围
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1584次
刷镀是依靠一个与阳极接触的垫或刷提供电镀需要的电解液。电镀时,垫或刷与被镀的阴极作相对运动而获得镀层的电镀方法。刷镀与电镀的基本原理一样,工作时零件为阴极,欲镀的金属(或不溶性导电材料)为阳极。阳极外面包有吸水性好的纤维材料(垫或刷),以便吸附镀液。当阳极与零件表面接触并不断相对运动时,电流通过阳极与零件表面的纤维材料所吸附的镀液,金属则沉积在零件表面而形成镀层。随时间延长,镀层逐渐加厚。镀层的均匀性可由电流密度、阳极移动速度、镀液的流量、电镀时间来控制。一、特点(1)不需镀槽及其他装置,设备简单,可在现场对大型机器实现不完全解体而局部施镀;(2)阴阳极间距离近,允许使用大电流密度,沉积速度快;(3)镀层氢脆性小;(4)镀层硬度高;(5)镀层的孔隙率
行业排行
热门文章