电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 前处理工艺 - 第1页
前处理设备管理和保养
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1584次
前处理设备管理和保养前处理设备在运行中应进行日常维护和定期保养,维护内容和保养频率见表3-5和表3-6。表3-5前处理设备日常维护检查项目项目标准备注各工序金属网(滤网)正常喷嘴、喷淋管正常压力给定值温度给定值喷淋的喷射情况给定值泵、电机正常槽内液面给定值加热装置供热正常热交换器人口温度给定值记录调整循环系统压力给定值清扫加热油水分离器温度正常记录调整循环液量给定值调整排出油量正常记录除渣装置循环液量给定值调整循环回来液的清澈程度正常清扫残渣排
涂装前处理工艺管理
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1929次
涂装前处理工艺管理(一) 前处理的管理前处理的目的是在被涂物金属面上形成致密的磷化膜。使1〜3g/m2的磷化膜与阴极电泳涂装配套后保护金属面10年以上不生镑成为可能。前处理是微型的化学处理,要得到优质稳定的质量,必须要有高自动化、智能化、优质的设备和科学的工艺管理。(二) 影响前处理的主要因素1.生产台数的变动前处理(特别是磷化处理)的化学反应生成结晶膜,因而要根据处理面积设定药品浓度。随处理面积变动槽内的药品浓度产生变化,超出设定范围的场合就会处理不良。2•油量的变动为冲压成形和除去钢板表面的尘埃、颗粒使用洗净油(拉延油兼用)的油量变动、品种的变更,而影响脱脂能力的变化。3.锌钢板和铝材的变动
电泳涂装生产线中钝化工序的功能及其控制要点
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1772次
电泳涂装生产线中钝化工序的功能及其控制要点磷化后进行钝化处理能改善磷化膜与电泳涂膜的配套性,进一步提高磷化膜(尤其是P比低的磷化膜和镀锌板上的磷化膜)的耐蚀性(约能提高10%左右)。一般采用六价铬钝化,浓度铬酐0.1〜2g/L,常温处理0.5〜lmin。欧美汽车厂仍坚持要铬钝化(最近开发采用了无铬钝化剂),基于六价铬剧毒,涂装公害严重,日本、韩国则在提髙磷化膜P比的基础上已取消了钝化工序。结合我国国情普通钢板在采用三元低锌磷化液进行磷化后可不进行钝化处理。在采用髙锌磷化液或镀锌钢板磷化后进行钝化处理,以提髙与电泳涂装的配套性和涂层的耐蚀性、附着力。
电泳涂装生产线中水清洗工序的功能及其控制要点
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1349次
电泳涂装生产线中水清洗工序的功能及其控制要点脱脂后的水洗工序和磷化后的工序水洗和纯水洗。水洗工序的实质是用水稀释、置换的原理洗掉被涂物上附着的处理液,水洗效果(被涂物洗后的清洁度)与水洗次数、水洗方式、水洗用水的污染度、自来水和纯水的水质、沥水时间等工艺参数有关。多次水清洗是提高洗效果的关键因素,一般达到工艺要求的洗净度,需水洗2〜4次。每次水洗要达到稀释10倍的目的(即每次水洗水的污染度控制在前道工序处理液浓度的1/10以下)。每道水洗的时间不是关键的工艺参数,在大量生产的流水线上喷射水洗一般为20〜30s,浸式水洗为浸入即出。每道水洗时间长了,提高清洗效果不大,而且会增加运转费用,不经济。工序间的沥水液时间应达到不仅没有水流,而要几乎无滴水的程度。一般为30s左右,最长不超过lmin
电泳生产线中磷化处理工序的功能及其控制要点
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1690次
电泳生产线中磷化处理工序的功能及其控制要点对磷化膜的成膜反应机理而言,在实际生产中槽液的浓度平衡非常重要。应严格控制总酸度、游离酸、酸比、温度、处理时间、促进剂的浓度等磷化工艺参数。(1) 总酸度总酸度低了,磷化膜生成反应所需要的游离的磷酸锌量不足,而不能充分生成磷化膜(结晶)。反之,总酸度过高,生成磷化膜的药品消耗量过大,沉渣发生量增多,且附着在磷化膜面上而形成缺陷。控制总酸度的意义是将磷化膜中成膜离子浓度保持在必要的范围内。总酸度因消耗而下降,则补加浓缩磷化液来提尚。(2) 游离酸度(H+浓度)游离酸度过高、过低均会对磷化产生不良影响。过高不能成膜,易出现黄锈;过低磷化液的稳定性受影响,生成额外的沉渣。控制游离
表面调整工序的功能及其控制要点
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1550次
表面调整工序的功能及其控制要点脱脂后磷化前的表面调整是生成磷化膜结晶的重要工序。它改变金属表面的微观状态,促使磷化过程中形成结晶细小、均匀、致密的磷化膜。尤其是经酸洗或高温强碱清洗过的金属表面和浸式低温低锌薄膜磷化场合,特别需要进行表面调整。表面调整液的主要成分是钛盐(钛胶体)和磷酸钠,微碱性的胶体溶液。由于胶体微粒表面能很高,对金属表面有极强的吸附作用,在被处理表面形成数量极多的晶核时,磷化初期就在晶核周围快速形成均匀的磷酸盐结晶,限制了大晶体的生长,促使磷化膜细化和致密,且提高了成膜性,缩短了磷化时间,降低膜厚,同时也能消除金属表面状态的差异对磷化质量的影响。表面调整工序的控制管理要点如下。(1) 有效钛浓度:l0ppm以上(即lkg水溶液中含
脱脂工序的功能及其控制要点
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1741次
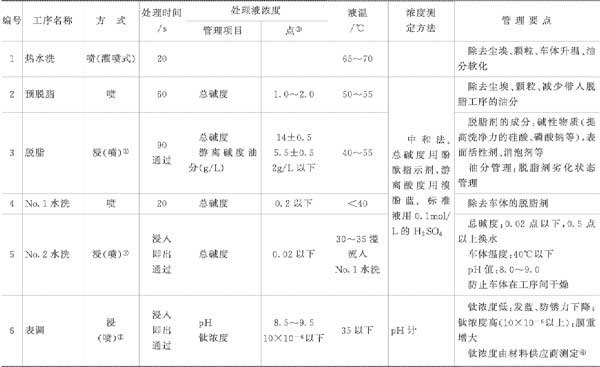
脱脂工序的功能及其控制要点脱脂质量的好坏主要取决于脱脂温度、脱脂时间、机械作用和脱脂剂质量四个因素。1.脱脂温度一般来说,温度越高、脱脂效果越好。温度高使油污的黏度降低,加速皂化等化学反应和表面活性剂的浸润、乳化、分散等作用。但不是所有场合都是温度越高越好,各种脱脂剂都有其合适的温度范围,过高的温度会使某些脱脂液中的表面活性剂析出聚集,附着在被清洗的表面上,造成磷化膜发花不均。2-脱脂时间必须保证有足够的脱脂时间,喷射方式的脱脂时间一般为1〜3min,浸渍方式脱脂时间一般为3〜5min,视油污的种类和多少而定。油污多需增长脱脂液与油污的接触时间。但在高速流水作业线上,往往不允许脱脂时间太长。在车身前处理线上采用如表3-3所示的脱脂工艺,先用热水冲洗lmin,预脱脂喷洗lmin,再用
涂装前处理工艺简介
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1792次
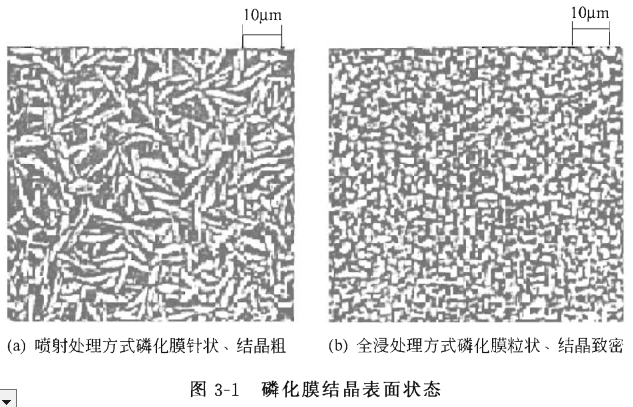
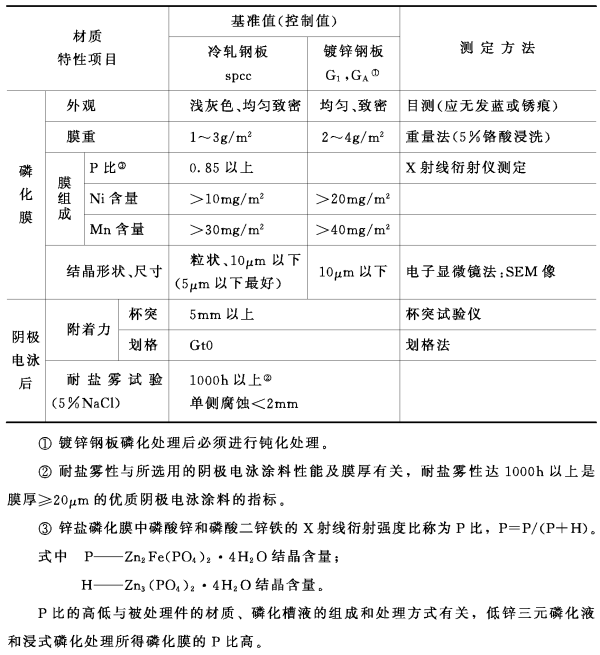
涂装前处理工艺涂装前处理的功能:一是清除掉被涂面的一切污物,获得涂装所需的洁净表面;二是按需要使洁净的金属表面经化学处理获得一薄层转化膜(如磷化膜,钝化膜等),以提高涂层的附着力和耐腐蚀性。电泳涂装前一般都采用磷化处理工艺。耐蚀性要求低的室内用金属制品,电泳涂装前一般采用铁盐磷化处理工艺;耐蚀性要求高的室外用金属制品,电泳涂装前一般采用锌盐磷化处理工艺。涂装前处理方式有喷淋(spray)方式和浸渍(dip)方式,不同的处理方式对清洗效率、磷化膜的组成及结晶形状,甚至对与电泳涂膜配套后的附着力和耐腐蚀性都有较大的影响。浸渍处理方式所得磷化膜的磷酸二锌铁含量高、致密,因而其耐蚀性、涂膜附着力优良。喷射处理方式所得磷化膜的磷酸锌含有率高,结晶成针状且粗(见图3-1),因
选用电泳涂装前处理工艺时应注意4点
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1198次
选用电泳涂装前处理工艺时应注意4点电泳涂装前处理工艺与一般溶剂型涂料涂装和粉末涂装的前处理工艺比较,虽本质相同,可是基于电泳涂料是专用的水性涂料及其涂装过程中伴随着多种物理和电化学反应,在选用电泳涂装前处理工艺时应注意以下特征:① 被涂物应清洗得更干净、更彻底(更应注意缝隙和空腔内表面的清洗),防止被涂物将杂质离子和污物带人电泳槽液中,影响槽液稳定和涂装质量。被涂物上不允许有油污、水溶性盐和不良导体的污物附着;前处理最后一道纯水洗后的滴水电导应小于30jum/cm。② 在电泳涂装过程中被涂物表面产生剧烈的电化学反应(如在阳极电泳场合产生阳极溶解,在阴极电泳场合被涂界面生产强碱性等),前处理后所得的转
常用磷化处理工艺
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1596次
电泳前化学处理包括黑色金属的磷化处理和有色金属的铬酸盐化处理,下面主要介绍铁、铝等工件的磷化处理。常用磷化处理工艺有:(1)对于无锈蚀金属工件 ,①除油脂—水洗—磷化—水洗4 (钝化—水洗)干燥或直接电泳;②除油脂—水洗—表面调整—磷化—水洗—(钝化—水洗)干燥或直接电泳。(2)对于有锈蚀金属工件①除油脂—水洗—酸洗除诱—水洗—(中和)—表面调整—磷化—水洗—(钝化—水洗)干燥或直接电泳;②除油除锈“二合一”—水洗—(中和)—表面调整—磷化—水洗—(钝化—水洗)干燥或直接电泳。(3)铝件常规涂装前处理工艺①上件—除油脱脂—水洗一碱蚀—水洗—(硝酸出光—水洗)->化学氧化磷化—水洗一烘干
行业排行
热门文章