电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 喷砂 - 第1页
喷砂机喷砂方式
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1312次
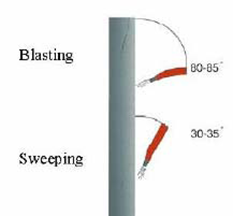
扫砂用磨料快速喷扫表面,目的是清除表面污渍和松动漆膜,或者是拉毛光滑坚硬的漆膜而加强新涂层的附着力。扫砂效果取决于表面性质,状况,磨料大小,操作技巧等。持枪应斜对着表面扫射,距离拉长些,这样不致于过分破坏表面而造成漆膜内部“星裂”(starcracking)。磨料在0.2~0.8mm,喷嘴压力为2bar/30p.s.i最为合适,。扫砂过的表面通常已经受到伤害,往往要求先行封闭。 喷砂和扫砂的不同角度不正确扫砂造成漆膜星裂局部喷砂对小块面积锈蚀,有时需要局部喷射。首先对要局部喷砂的范围要先有一个认识,残存孤立的小块漆膜应该一并除去。在实际操作中,周围漆膜会被磨料割破松脱,这时需要用砂纸片把周围松动漆膜除去,并打磨成一定坡度。这一点是最为重要
喷砂机不同喷嘴所需空气量
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1554次
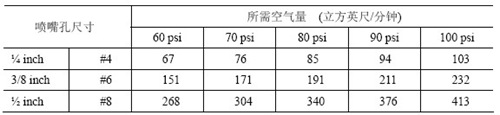
不同喷嘴所需空气量喷砂速度则直接与所用喷嘴的大小有关。空气消耗量也是如此。因此,所能用的喷嘴的最大尺寸必须取决于压缩机送入量的多少。下表为不同大小的喷嘴所需的空气量。喷嘴的内部光洁度也是一个重要的因素。文丘里喷嘴通常比以前所用的直线型双孔喷嘴更受欢迎,因其寿命较长,空气消耗量小而金属砂速度快,致使喷砂效率大大提高。直线型喷嘴出口处磨料的速度大约为217英里/小时(349公里/小时或315英尺/秒)。除此之外,其磨料喷束图形大,呈中央密旁边稀的形状。1954年出现了文丘里喷嘴,这种喷嘴入口处较大,然后逐渐在中间变成短直线段,最后在出口处张开。文丘里喷嘴的磨料速度可达450英里/小时(724公里/小时,660英尺/秒)并且对整个表面的冲击几乎完全相同。
表面处理:喷砂机喷嘴衬里材料
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1317次
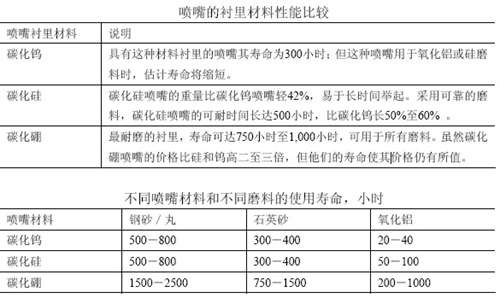
喷嘴衬里材料这里所说的喷嘴衬里材料是指与磨料接触的区域。该材料必须坚固耐用,能抵抗不可避免的摩擦。使用一般铸铁喷嘴由于其迅速磨大可能会带来麻烦。使用特殊耐磨合金,碳化钨或陶瓷制成的喷嘴,可使喷砂处理效率更高。虽然最初费用较高,但在实际使用中,这些喷嘴更为经济。
表面处理:喷砂清理
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1417次
空气压缩机压缩空气必须无污染物,包括油和水。首先,由于进行喷砂操作时,需要供气式呼吸设备,呼吸的空气必须清洁和纯净是极其重要的,这是对喷砂工人健康的负责。其次,为了保证喷砂清理操作不会给正在清理的表面增加污染物,所以喷砂空气的清洁也重要。压缩空气是喷砂机,油漆喷涂设备,动力工具的常用能源。为了产生一定量的压缩空气,必须使用压缩机。通常压缩机由柴油马达驱动(固定车间常用电动压缩机),吸入空气进行加压,送入压力容器中直至被设备所使用。压缩机的容量决定在其工作压力下能够输送空气的量。对于喷砂清理,采用大容量的压缩机在低于其最高水平的状况下工作较好,而不是采用较小的压缩机,在其最高水平或接近最高水平的状况下工作。所选择的压缩机应能提供比所需要的更多的空气,以允许保守容量供
喷砂机喷砂压力
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1577次
喷砂压力在喷砂操作时,最佳喷嘴压力为90psi-100psi(6.2MPa-6.9MPa),用注射针压力计进行测试。在征得喷砂者的同意后,检查者或操作者应在进行磨料喷砂,软管实际使用时,尽可能接近喷嘴后部处将注射针塞入软管,进行测试。
表面处理:喷砂清理喷砂机
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1329次
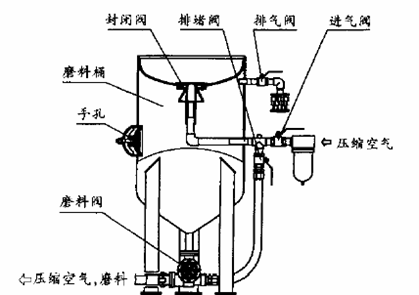
喷砂机按磨料在喷砂软管内的流动方式,喷砂机分为吸送式和压送式两大类。压送式喷砂机是最为常用的清理机械。压送式喷砂机包括砂缸、空气软管和接头、喷砂软管和接头、喷嘴、阀件、控制器件等。最初的压送式喷砂机都是由人工控制的,即喷丸机的工作状态(停机或关机)必须由喷丸人员以外的人员控制(见下图)。 遥控式喷砂机能使喷砂人员对喷丸机实现远距离控制,使喷砂人员的人身安全有了保证(见下图)。
表面处理:喷砂清理
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1355次
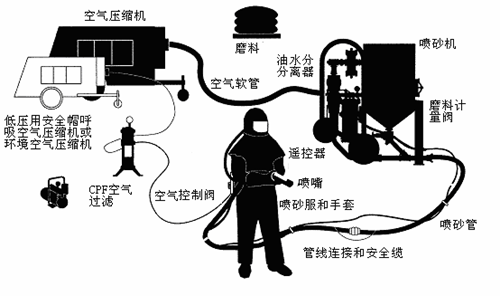
喷砂系统开放式喷砂处理使用压缩空气将磨料从喷砂机中喷射出去,在需要清理的表面形成巨大的冲击力,除去锈、氧化皮和其它杂质等。喷砂的整个系统构成可以参考下图:喷砂系统的基本构成如下:(1)空气压缩机:提供足够的空气量和空气压力(2)油水分离和空气干燥设备:减少由于水分带来的中断麻烦(3)空气管:尺寸要大,维护其压力输送(4)喷砂机:有容量、控制阀和管系构成,保证高效的生产效率(5)磨料计量阀:稳定和均匀的流砂(6)遥杆控制:用于安全有效的工作(7)喷砂管和连接:合适的管径尽量减小摩擦损失(8)喷嘴:与压缩机输出相匹配(9)操作者安全设备:要由国家职业安全和卫生研究所认可(10)
喷砂机配件-喷嘴、喷砂用砂料与压缩空气
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1363次
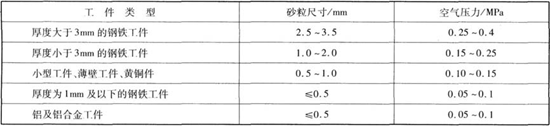
喷砂机的喷嘴一般用铸铁、钨钢、硼钢和陶瓷制成,钨钢和硼钢喷嘴的使用寿命较长,但价格稍贵,可根据设备在生产中的实际负荷情况选用。喷嘴的孔径从2mm~15ram,视加工工件的尺寸大小而定。小型喷砂机通常采用孔径为2mm~4mm的喷嘴,中型喷砂机一般采用孔径为6mm~10mm的喷嘴,它是喷砂机的主要易损配件,应有一定的储备量,生产中需经常检查孔径磨损情况,及时予以更换。喷砂用的砂料是氧化铝砂、石英砂、人造金刚砂等,其中以氧化铝砂为最佳,它不易粉化,有利于改善环境。石英砂或河砂在生产过程中易粉化,对环境污染较大,但其价格便宜,使用者仍较多。石英砂比河砂硬度高,切削能力强,使用寿命长,但价格较贵,河砂次之。通常采用的石英砂粒度为1mm~3mm,河砂粒度为0.5mm~1.5mm。如果产品加工要求允
湿喷砂设备的特点及应用
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1164次
湿喷砂设备湿喷砂设备以磨液泵和压缩空气为动力,通过喷枪将储存箱中的磨料与水溶液混合物高速喷射到加工工件表面,是一种无粉尘的光饰加工设备。可用以清理精铸毛坯、粉末冶金件、冲压件及热处理件等表面的氧化皮、残盐和毛刺。小型湿喷砂机
干喷砂设备的特点及应用
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1282次
电镀车间使用喷砂设备,主要是以无油无水的压缩空气为动力,将作为磨料的砂粒高速射向被加工工件的表面,利用其强大的撞击力产生的切削功能来清除待镀工件表面的氧化皮、锈蚀、焊渣、旧镀层和涂层等。也可以采用喷细砂的方法使金属工件表面产生砂面消光和纹饰效果,以达到特殊的装饰目的。喷砂更适合于处理某些不宜采用化学方法(如酸洗等)加工的工件表面,如焊接组合件、铸件表层残砂融渣及高含碳层、高强度钢热处理后的氧化物、粉末冶金工件表面以及用于改善磷化结晶的前处理等。喷砂设备分为干喷砂设备和湿喷砂设备两种。对于不适合液体加工的有焊缝的工件和存在细小表层裂纹的工件,宜采用干喷砂设备加工。但干喷砂过程会产生较多的粉尘,必须配备良好的空气净化装置;湿喷砂设备在加工时无粉尘,使劳动条件得以改善,但必须在磨料中加入缓蚀
行业排行
热门文章