电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 抛光 - 第1页
磨光、抛光和刷光设备
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1386次
磨光的目的是把粗糙不平的基体表面磨平。抛光的目的是进一步把磨光以后的磨粒痕迹或细小的粗糙不平加以平整,使其达到光亮的程度。有些已镀件也要再抛光,使镀层光亮美观。刷光的目的则是清除镀件表面上黏附的氧化膜薄层、细泥和污垢等。磨光、抛光和刷光的机械设备基本相似,这里仅介绍磨、抛光机。(1)磨、抛光机手工操作的磨、抛光机有标准定型产品,一般都是双工位的,磨光轮或抛光轮直接安装在水平主轴两端的锥形螺纹上。为保证安全和延长轮子的使用寿命,严禁轮轴反转,否则容易造成事故。通常,磨、抛光机可分为不带吸尘装置的磨、抛光机和自带吸尘装置的磨、抛光机两种。1)不带吸尘装置的磨、抛光机这类磨、抛光机一般为双轮,可由一台电动机驱动主轴两侧的砂轮,也可由两台电动机各驱动一个砂轮。轮
抛光膏挤入工件缝隙中对镀层和镀液的危害
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1033次
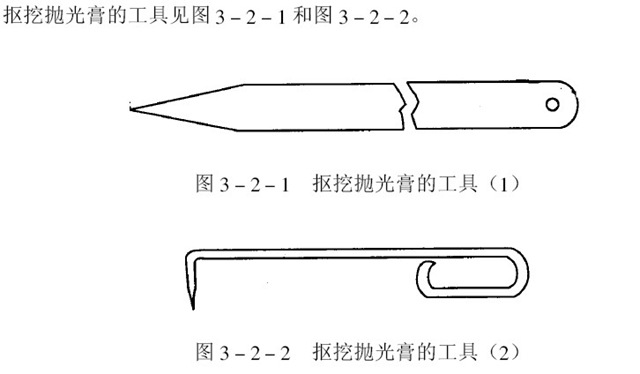
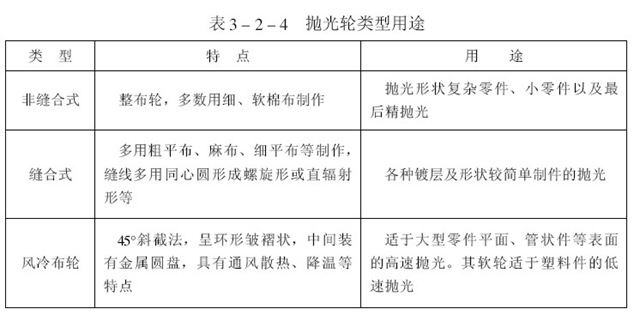
抛光膏挤入工件缝隙中对镀层和镀液的危害经过机械抛光的工件其螺口、狭缝等处会挤入大量的抛光膏,由于这些抛光膏隐藏在工件的深处,采取常规的化学或电化学除油是难以彻底除尽的,结果由于电镀时抛光膏在溶液中缓慢溶解,随电镀时产生的氢气一起逸出,使靠近工件表面部位镀层形成上尖下宽的黑色影印,这不但严重影响镀层的装饰性能和结合强度,还会严重污染溶液。由此可见,抛光后抠挖工件缝隙中的抛光膏是重要的步骤,不容省略。
因镍层抛光质量差,镀上铬后发花发雾
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1093次
因镍层抛光质量差,镀上铬后发花发雾 某厂镍层抛光后镀出铬层严重发花、发雾问题长期得不到解决,曾采取电化学除油、化学除油、揩擦等多种手段均无济于事。笔者对抛光后的工件分析发现是由于抛光工艺不当引起时,当即取两件同样的镀镍件进行抛光,具体过程是: 1将抛光轮进行整新,把表面原有已老化的抛光膏刮净,使抛光轮疏松有弹性; 2涂上白油抛光膏; 3按正常抛光方法进行抛光; 4按方法、重新处理布轮; 5涂上少量抛光膏; 6有序地由左至右,由上至下轻抛一遍。 镀铬前再用干净的毛巾揩一遍(不可用湿毛巾揩),或
抛光时工件抛损
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1149次
抛光时工件抛损某厂镀镍层抛损时有发生,曾一度成为阻挠生产进度、影响产品质量的关键因素,据现场分析,主要是操作者技术不够熟练引起的。1未能掌握正确的抛光技巧。抛光过程中布轮走至工件边沿时工件与布轮的接触面减小,但用于工件表面的压力大大增加了,此时镀层必然易被抛损。有经验的师傅总会当即采取措施,通过减小抛光轮与工件之间的压力来解决。2抛光轮维护不当。抛光轮表面抛光膏久未清除,已不符合松软和弹性的要求。按正常使用要求,抛光轮表面要常清理,把陈旧的抛光膏用带齿的钢板打磨掉,抛光时抛光膏要勤添少添,保持抛光轮松软。3抛光膏的种类选择不当。镍层抛光应用白色抛光膏,而其选用的是绿色抛光膏,这种抛光膏由硬脂酸和氧化铬、脂肪酸等组成,适用于铬和不锈钢及硬质合金的抛光,
因磨光、抛光前未安排酸洗工序而影响磨光、抛光后的表面质量
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1189次
磨光利用粘有金刚砂磨料的磨光轮,工作时将磨光轮旋于磨(抛)机的旋转轴上,在飞速旋转下磨削工件表面,使工件表面的粗糙痕迹得以除去。抛光是利用布轮上涂上与抛光件基体相适应的不同牌号的抛光膏的精细磨料,采用与磨光工艺同样的手段,对工件表面进行精细的研磨,来除去工件表面由磨光工序难以消除的细微不平的缺陷,以满足工件表面的整平要求,为镀成后能获得镜面般的装饰效果打下基础。要全面掌握磨光、抛光的操作技术首先要多实践,从实践中摸索经验,掌握技巧,对磨光机、抛光机的使用性能和安全操作技术,不同类型材料和工件表面状况耐磨光、抛光工艺程序和金刚砂粒度、抛光膏种类的选择,都应心中有数。磨光件只磨工件的装饰面,而非装饰性表面的氧化皮若磨光前未能酸洗掉,待磨光、抛光后再酸洗,必然会影响磨光、抛光面的光洁
电镀零件抛光技术及工艺条件
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1790次
抛光是为了得到光亮的镜面般的表面,它实质上是通过抛光轮来平复磨光后的制品表面上极微小的不平处,达到降低零件粗糙度的目的。当抛光轮高速旋转时,零件与布轮摩擦产生高温,使金属塑性变形,在抛光力作用下,凸起的部分被压平并流动,凹下的部分被填平,从而使细微不平表面得到改善。对铬镀层一般都需进行抛光,抛光后的铬镀层色泽均匀,表面粗糙度降低,光亮度显著提高。铬层上有轻微的烧黑、白雾、水渍等缺陷,经抛掉,中间镀层如用铜!锡合金,都必须镀后抛光再盖铬。同时,在抛光过程中,金属往往与周围空气发生氧化反应,在其表面生成一层很薄的金属氧化膜。因此,抛光金属表面主要被抛下来的是金属氧化膜层,它被抛掉后,在极短时间0.05s内新的金属表面层又迅速被氧化,生成一层薄氧化膜0.014um然后又被反复抛光,最后越抛越光,
行业排行
热门文章